

Toute l’activité
- La dernière heure
-
Un des problèmes est que les Bambu n'ont pas spécialement été conçues pour être facilement démontables / réparables - après, bien sûr, c'est toujours faisable, mais il faudra mettre au bout d'un moment les mains dans le cambouis jusqu'aux coudes (ex. du plateau qui ne s'enlève pas sans tout démonter pour pouvoir juste déclipser le connecteur de la carte mère, etc.). Après certains pièces comme les hotends sont disponibles auprès de fabricants tiers depuis un moment, il est possible, si Bambu ne livre plus de pièces pour une raison quelconque (la boîte ferme, etc.), que certaines pièces "simples" (p-e les courroies, etc.) soient trouvables au bout d'un moment auprès de ces vendeurs tiers (s'il y a suffisamment de X1C dans la nature, c'est tout à fait possible que çà soit dispo ainsi). Mais évidemment tout ne sera probablement jamais disponible ainsi. Et concernant le logiciel, vu qu'il y a eu un leak du firmware, il se pourrait que le monde open-source puisse reprendre la main - toujours pareil, s'il y a la communauté et l'intérêt pour çà.
-
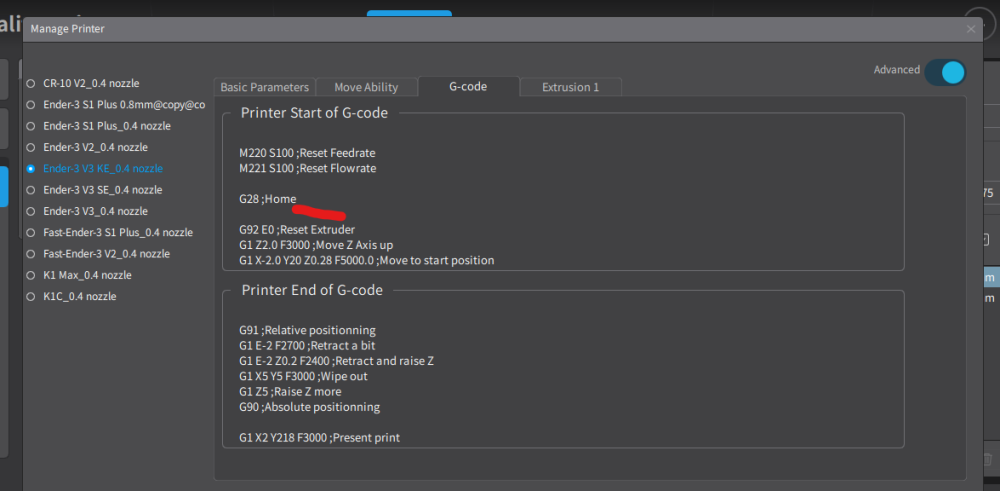
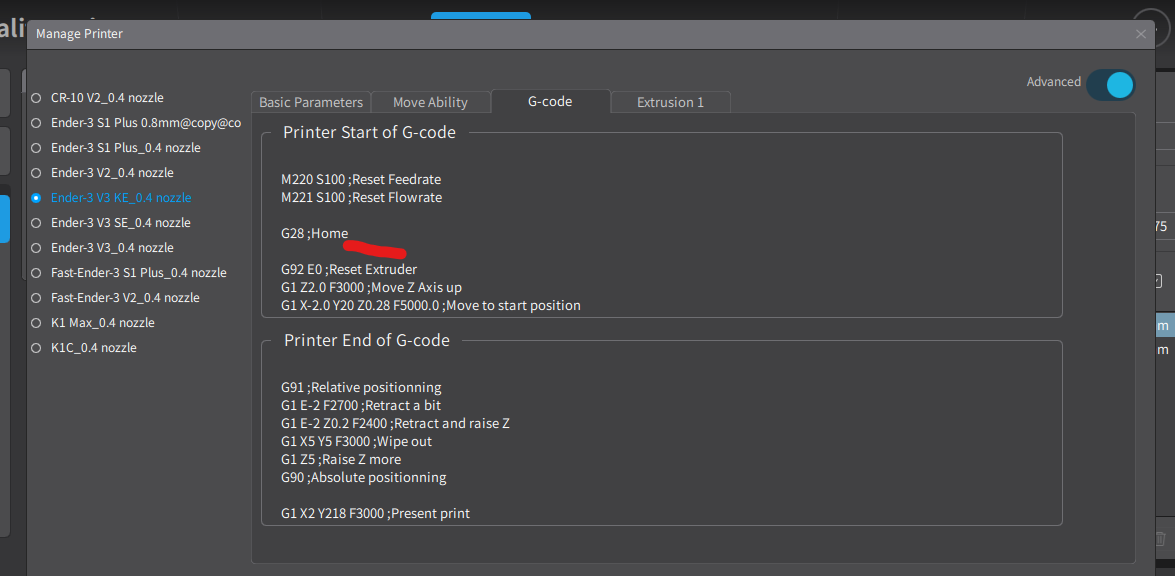
dans "manage printer" A confirmer par @PPAC ou @fran6p ? Ha heu là je sais pas. Klipper m'échap encore pas mal, je ne savais pas que le G28 pouvais éventuellement prendre des arguments étendus ... et je ne sais pas si c'est applicable sur la KE car Creality a probablement bidouillé les fichiers de configurations a leur sauce pour cette machine ( https://github.com/PPAC37/Creality-E3V3KE-Extracted-Firmwares/tree/main/Firmware/usr/share/klipper/config/F005 )
-
Tesla garantit 8 ans ses moteurs et batteries j’injecte encore des pièces de Booster MBK (version d’il y a 15 ans) alors que la marque n’est plus distribuée par Yamaha. Tu mélanges allègrement : évolutions, nouvelles versions, révolutions si tu discutes avec des processeurs de Prusa, ils pourront t’expliquer les très nombreuses mises à jour des softs machines et du slicer ainsi que des kits d’évolutions des bécanes.
-

Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
MrMagounet en réponse au topic de MrMagounet dans Artillery
Ok tu peux tester une chose ? test de passr la langue de Français a Anglais ! Certain on un bug avec les dernières version de Orca qui pose soucis. -
ce n'est utile que pour le palpage du plateau Dans Pronterface, mais si tu utilises le fichier sauvematrice.gcode, alors ce n'est pas important C'est une très mauvaise habitude d'imprimer avec/depuis Cura. Il est plus sûr d'utiliser une carte SD/µSD avec laquelle tu n'auras pas d'interruption de communication. Donc tu as juste à copier le fichier sur une carte et l'imprimer. Cela dit, les messages que tu vois dans Cura sont informatifs et ne devraient pas t'empêcher de l'imprimer. pourtant c'était dans le Gcode de démarrage que je t'avais fourni ...
-
@hyoti merci beaucoup pour ton aide, et pour toutes les précisions, j'attends leur réponse pour être sur que je vais pas faire n'importe quoi. Parce que moi et mes deux mains gauches..... Mais si je mets cette ligne dans le Gcode, ça va me la mettre à chaque impression ? Ce que je veux, c'est que ça baisse le Z après chaque calibration, pas à chaque impression, tu comprends ? Mais peut être que ta commande fonctionne pour ce que je veux, je ne sais pas. J'avoue, mdr.
-

Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
babz en réponse au topic de MrMagounet dans Artillery
J’ai téléchargé ton profil qui a été importé dans orca qui est en français…mais pas tout apparemment - Aujourd’hui
-
T'inquiète pas, c'est solidement fixé, les connections au plateau ne travaillent pas. je te proposerais de mettre dans le gcode de démarrage pour creality print la ligne suivante après le G28 dans "manage printer" A confirmer par @PPAC ou @fran6p ?

-
 Ilyan a rejoint la communauté
Ilyan a rejoint la communauté -
@fran6p mdr, moi qui l'a pris au sérieux, et qui pensait qu'il y avait un défaut de montage sur mon imprimante. Est-ce que tu sais, au passage, comment régler l'auto calibration du Z pour qu'il "descende" un peu (genre 0,02 plus bas que par défaut) pour les futurs calibration stp ? Je sais pas si je vais penser à le remettre à -2,80 à chaque calibration, d'autant que je compte pas en faire souvent, vue qu'il n'y a plus de molette, ça doit pas bouger beaucoup j'imagine ?
-

Probleme dextrusion Artillery sidewinder x1
Gomez en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
Pour lextrudeur je sais pas mais tout le reste est bon Voyez vous quelque chose de louche ?
-
Prusa utilise firmware et matériels électroniques «open source», leurs imprimantes peuvent continuer à évoluer même sans Josef. Quid de BBL s'ils mettaient la clé sous la porte avec leur firmware et matériels électroniques propriétaires ? Promettre des durées de 5 - 7 ans de mises à jour, aujourd'hui, ne me semble pas «réaliste» alors que même les grands acteurs de l'informatique (aux reins bien plus solides que cette société chinoise même avec le soutien financier de l'état chinois) ont parfois des soucis à s'y conformer.
-

Probleme dextrusion Artillery sidewinder x1
Alain D. en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
Le plateau est propre ? L'extrudeur entraine bien le filament ? Calibration testée (avec buse à la bonne température) ? -
Parce que @hyoti est parfois «taquin» (bien moins que moi) : histoire de remettre une pièce et alimenter tes inquiétudes
-
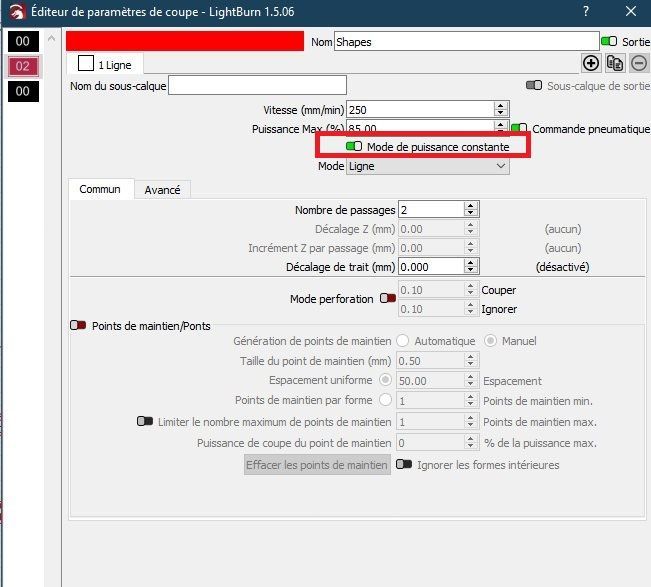
Après avoir modifié, tu as bien cliqué sur «écrire» pour que ce soit enregistré dans l'EEPROM (un clic sur OK ne valide pas les modifications… il me semble ) Procédure, dans cette fenêtre de réglage: lire (le contenu de l'EEPROM), faire des modifications, écrire (le contenu dans l'EEPROM), OK pour fermer la fenêtre. Si ça ne fonctionne toujours pas, il est possible que le firmware GRBL de ton laser n'ait pas été compilé avec l'option des interrupteurs de fin de course (ce qui serait une belle co…rie). Pour ton problème de MDF (je suppose car je ne connais pas le FDM ), c'est un matériau même à 3mm d'épaisseur hyper pénible à couper (il contient bien souvent plus de colle que de poussière de bois), il faut activer dans LB, pour le calque de coupe, le mode «puissance constante» (M3 voir ce lien LB) :
-

Chevauchement de la couche du dessous buse ø1
PPAC en réponse au topic de Tonio20 dans Entraide : Questions/Réponses sur l'impression 3D
Salutation. Tu semble en sur-extrusion et/ou la couche initiale est trop écrasé sur le plateau ( vérifier le Z-offset et/ou le réglage du plateau pour ajuster la distance entre la buse est le plateau ) -
Je n'ai pas la réponse. Le mieux serait de passer par le SAV (Olivia) et de poser la question. Pour compléter le filtrage de l'air interne, j'utilise une Bentobox (pas automatisé actuellement). En préparation, un Nevermore mini, qui utilisera des capteurs (BME280 + SGP40), filtre HEPA + Charbon actif et ventilateur 4028 (12V alimenté en 5V) pour filtrage air interne en recirculation. Pour l'extraction proprement dite, j'ai modifié le système originel (plus de charbon actif et filtre HEPA), celui décrit ici.

-

LightBurn, endstops et réglages ?
pascal_lb en réponse au topic de pascal_lb dans CNC / Graveur laser
j'ai essayé aussi mais ça ne donne rien Je pense que pour l'instant et faire des tests je vais partir sur Démarrer à partir de : position actuelle en bas à gauche et quand je maitriserai la machine et le soft je me repencherai dessus... Par contre je ne trouve toujours pas comment couper ce foutu FDM -
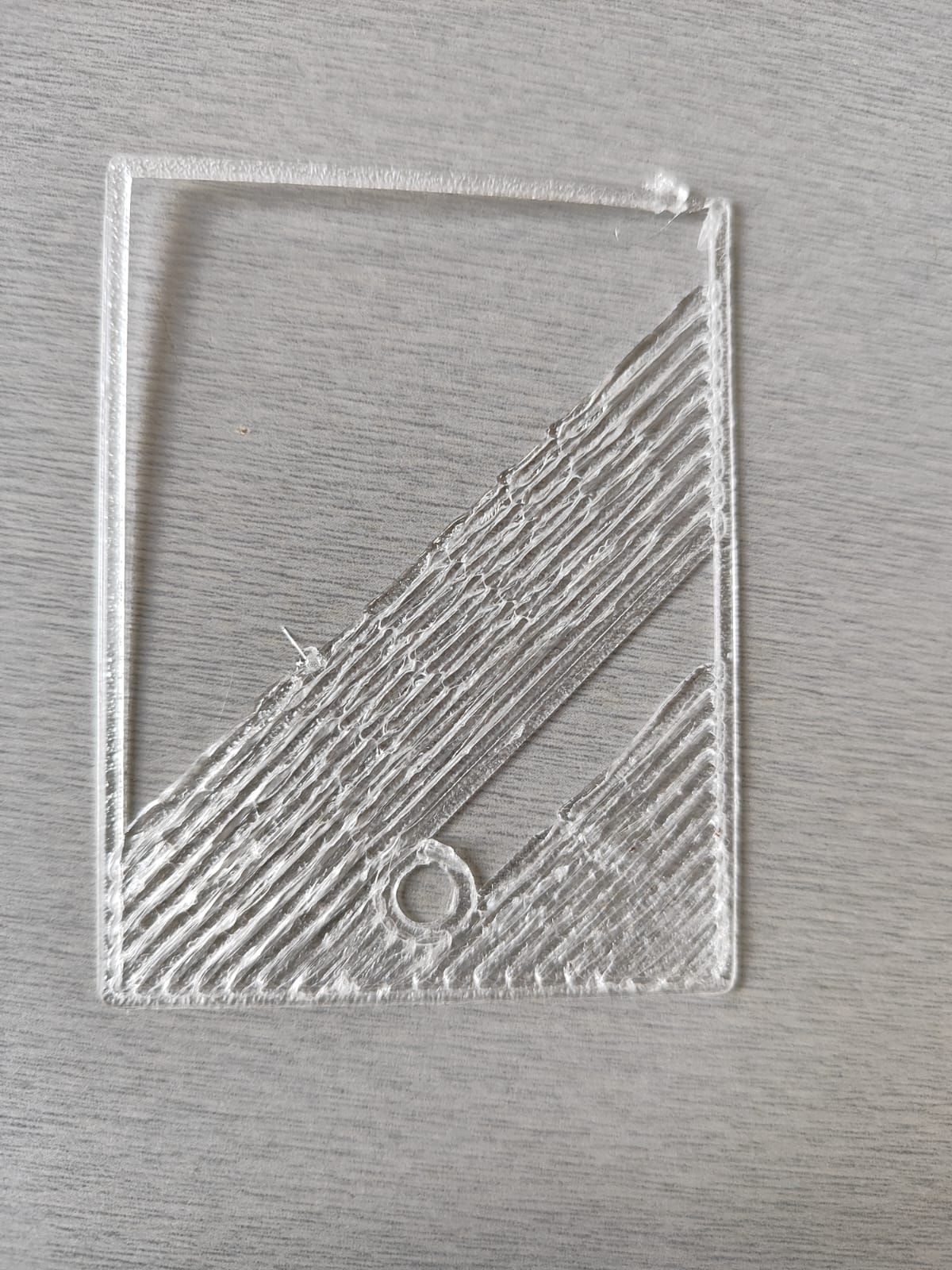
 Bonjour, je dois faire une impression 3D avec une buse ø1mm. Je rencontre un problème lors du chevauchement des couches du dessous. J'ai changé les paramètres de chevauchement mais ce ne change rien. Je souhaiterai obtenir des lignes biens propre collé les unes aux autres. Voici des photos de mon problème. Avez-vous une solution ? merciii
Bonjour, je dois faire une impression 3D avec une buse ø1mm. Je rencontre un problème lors du chevauchement des couches du dessous. J'ai changé les paramètres de chevauchement mais ce ne change rien. Je souhaiterai obtenir des lignes biens propre collé les unes aux autres. Voici des photos de mon problème. Avez-vous une solution ? merciii
.thumb.jpeg.c774f2d91c0b8e32664bbe3dcc3ee1f6.jpeg)
-
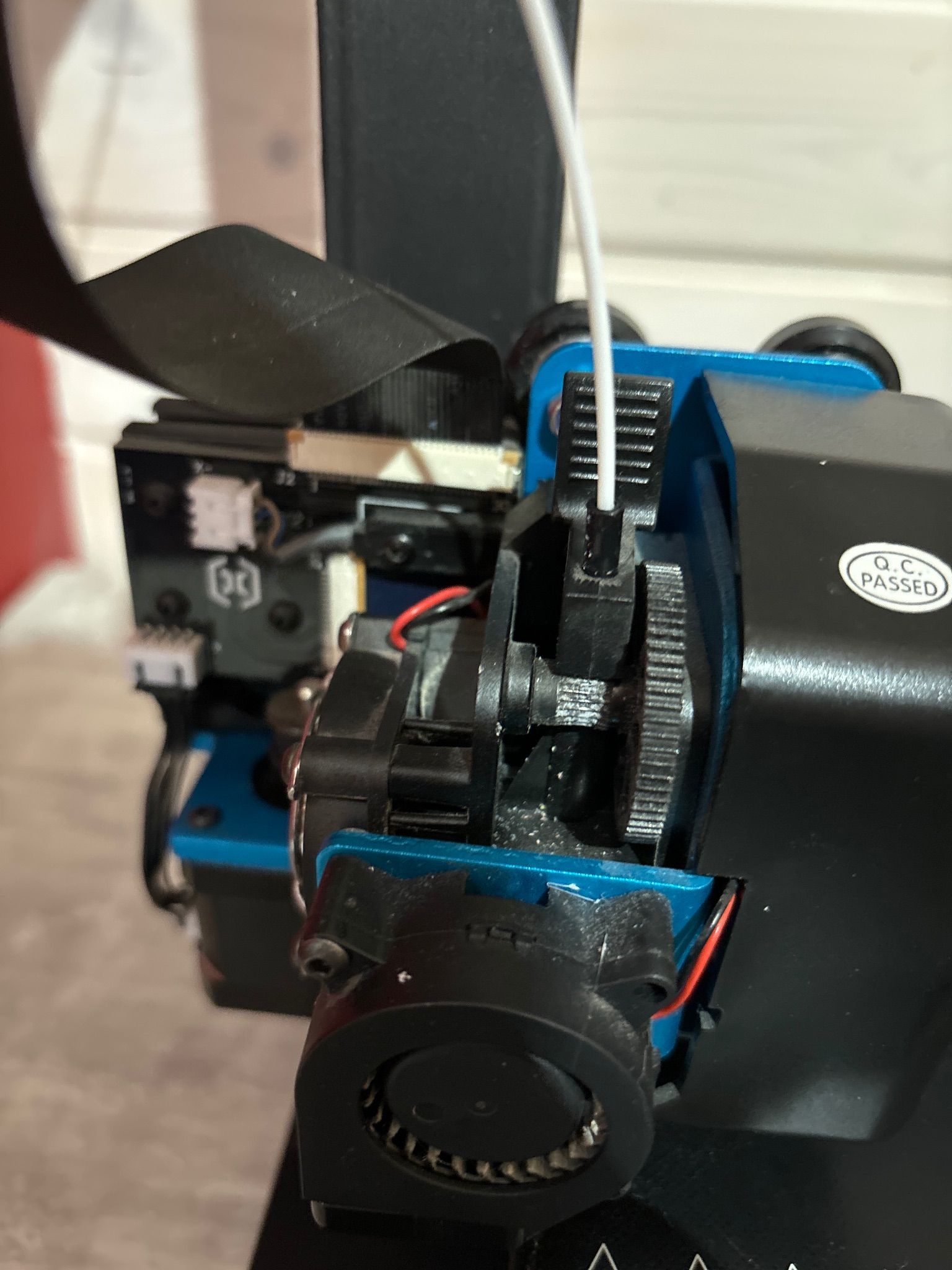
Merci, c'est étrange ces genres de clips qu'ils ont fait dessus laissant croire qu'une pièce vient s'y clipser. Pourquoi tu me posais cette question ?
-

TL-d3-pro recherche pinout liaison carte mere/carte fille version 2.3.
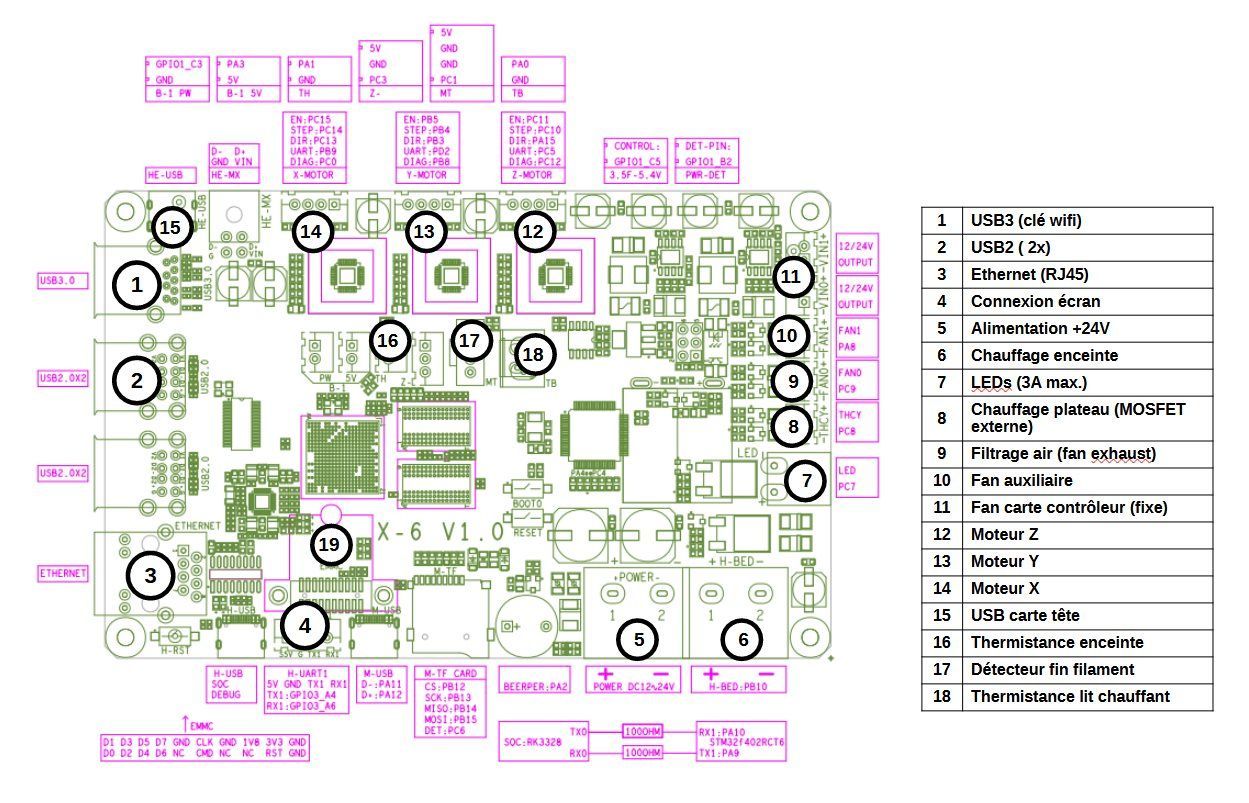
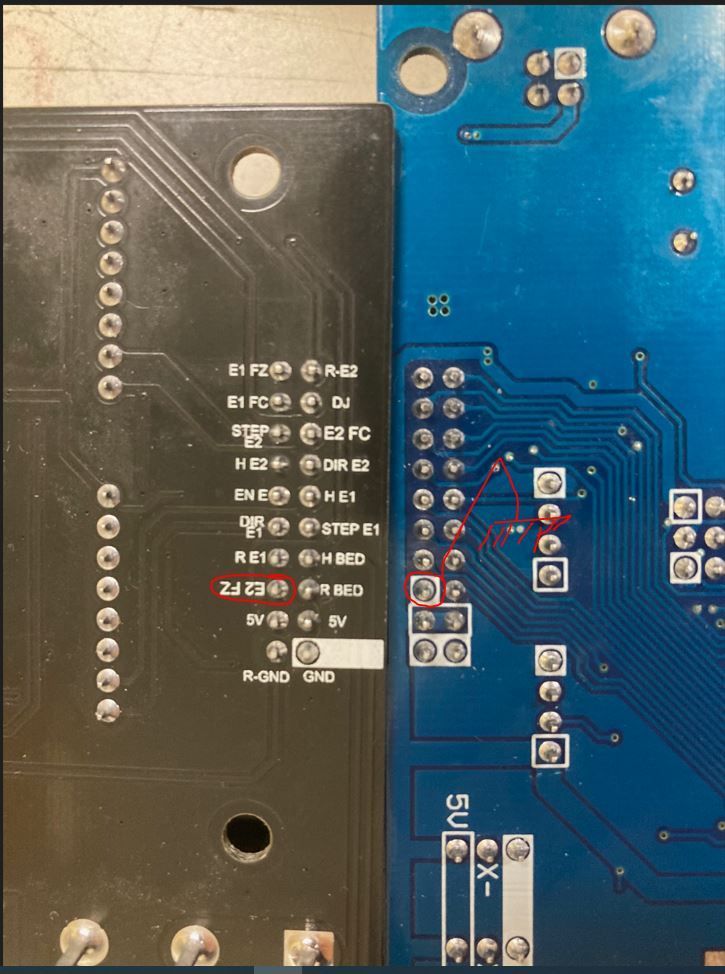
Phil-du-54 a posté un sujet dans Tenlog
Bonjour à tous. L'histoire: J'achete une tl-d3 sur le coin, et à la mise en route je constate que le ventilo e2 tourne en permanence après le boot. Apres divers controle sur la carte fille je ne trouve rien de cramé et c'est là que je fait une grosse conn..., je rebranche le cable vga à chaud sur l'extrudeur et je fait un joli court circuit sur le blindage de la prise. L'imprimante s'allume mais ne redémarre pas. Après analyse des pinoches qui ont touchées, j'ai certainement envoyé du 24 volts dans l'atmega... Je change donc l'atmega et au redemarrage j'ai toujours l'e ventilo e2 qui demarre apres le boot et en plus quand je demande d'avaler le fil sur e2 , il ne le fait pas et les deux extrudeurs cherchent et trouventl'origine.??? (avant le flash e2 avalait le fil) Apres avoir chercher en vain un mauvais ressoudage du 2560 et fait du fil à fil, je finis par me rendre compte que les pinout carte mere et carte fille ne sont pas en phase. La carte mere et une v2.3, la carte fille et une v3.0, ont voit sur la photo que par exemple E2FZ sur carte fille et sur la masse carte mere. J'imagine qu'il y a peut etre autre chose. De même il y a visiblement deux masse séparé sur la carte fille, GND et R-GND, qui sont commune sur la carte mere... Pour ceux qui est de E2 qui ne fonctionne pas, je suppose qu'un des precedents proprietaires a pu adapté le pinout step/dir sur les sources firmaware tenlog, mais n'a pas corrigé E2FZ, mais je ne suis sur de rien. Pour pouvoir me depanner, je rechere le pinout de la nappe de la carte mere V2.3 pour l'adapter correctement à la carte fille V3. si il existe le pinout de la carte fille v2.3 me convient aussi. En vous remerciant. Philippe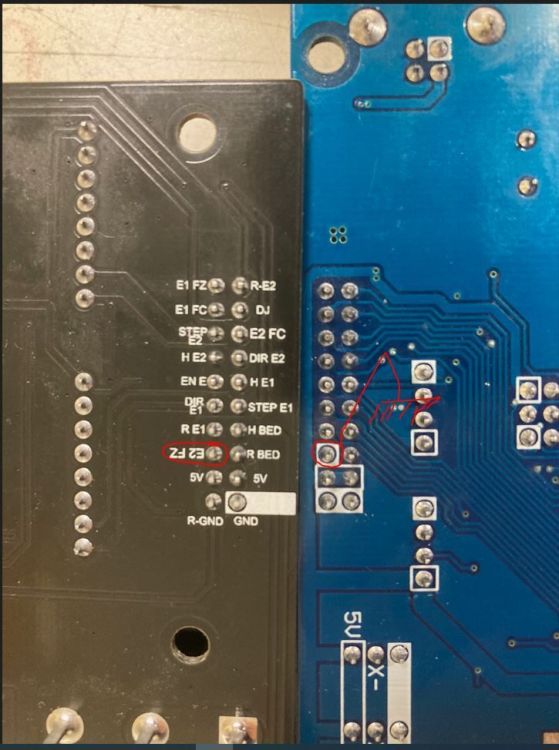
-
Concours sur "Makeronline" bêta (Anycubic)
PPAC en réponse au topic de PPAC dans Bons plans et crowdfunding
https://forum.makeronline.com/topic/Challenge Submission Rules and Evaluation Criteria -285.html -
Bonjour nialabert, C'est noté Un grand merci pour ton aide.
-

[TOPIC UNIQUE] Bambu Lab X1, X1-Carbon et AMS
electroremy en réponse au topic de Aezio dans Bambu Lab
Prusa proposait même des kits de mise à niveau Mais c'est lié à leur concept d'imprimantes en kit à monter soit même, on ne peut pas trop reprocher à Bambu de ne pas faire pareil puisqu'ils vendent des produits prêt à l'emploi sortit du carton. Se pose le problème de la garantie après mise à niveau impliquant un démontage et remontage par l'utilisateur... -
Bonjour, Phil du 54, 63 ans, bricoleur dans pas mal de domaine, mecanique, electronique, modelisme, programation... Mais là je suis coincé et j'ai besoin d'aide. J’espère pouvoir aider en retour. Phil
-
Phil-du-54 a rejoint la communauté
-
Bonjour je confirme qu'il n'y a pas de piece dessus. Les cables sont apparents A+







.jpeg.04db6423c5fcc627b45849969f24a5b5.jpeg)


-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 24 membres, 0 anonyme, 259 invités (Afficher la liste complète)
-
Statistiques des membres
46 320
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,9k
Total des sujets570,9k
Total des messages -
Sujets les plus vus





-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.










