
Toute l’activité
- La dernière heure
-

Prusa Slicer : simplifier l'impression multicouleur "manuelle"
Kachidoki en réponse au topic de electroremy dans Paramétrer et contrôler son imprimante 3D
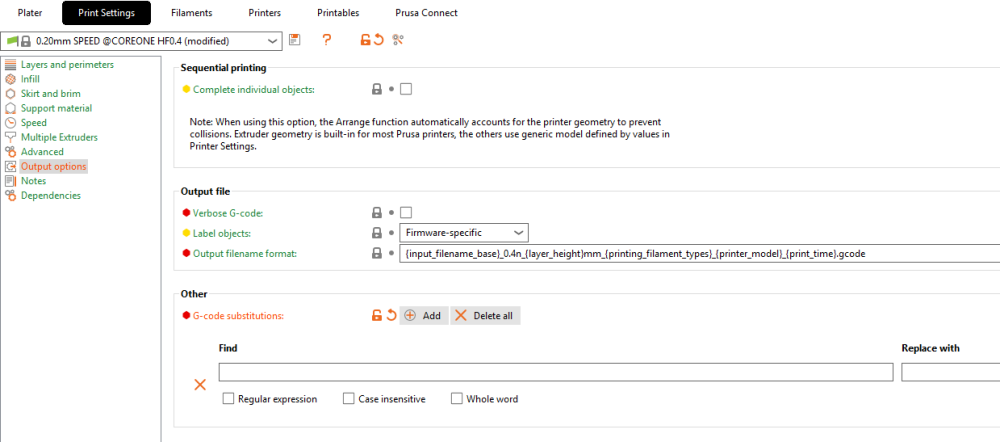
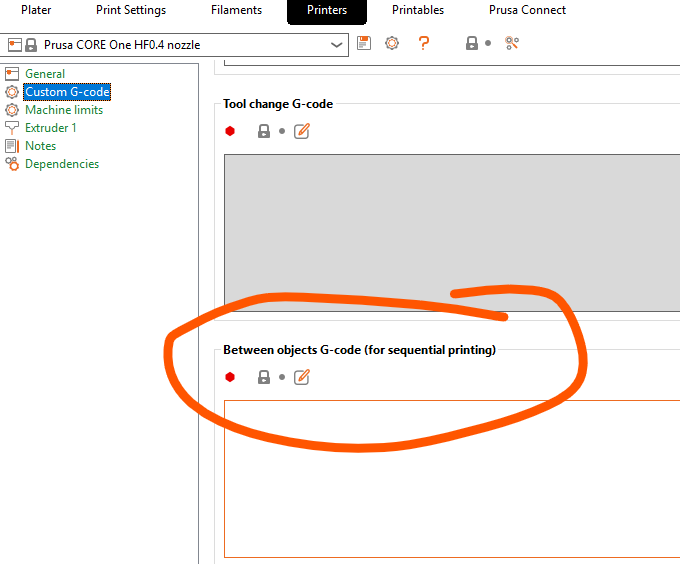
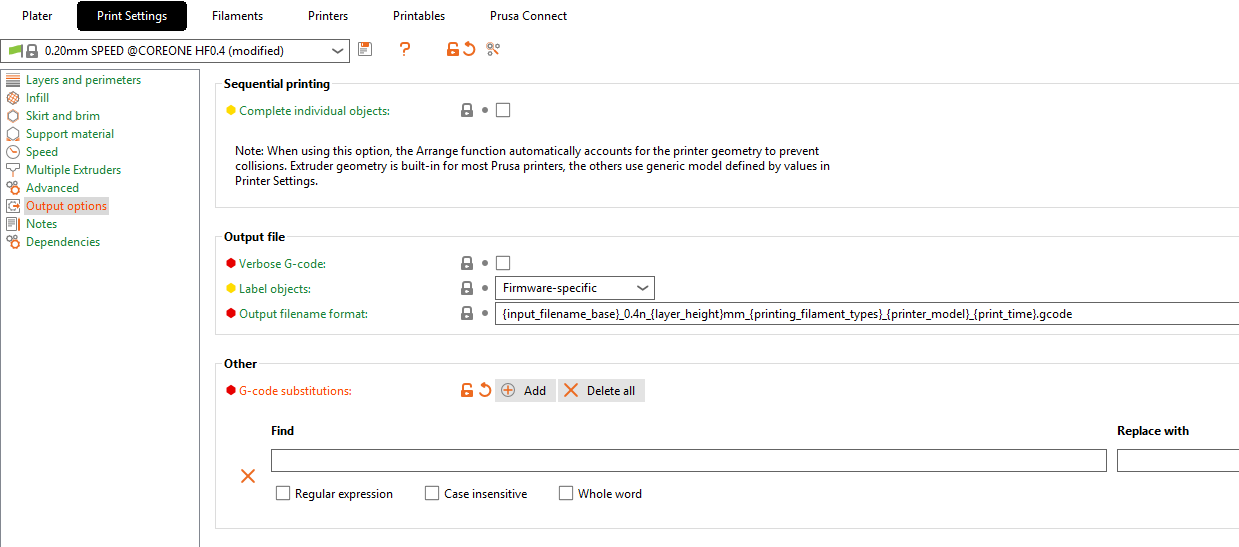
La solution la plus simple pourrait être d'utiliser la fonction impression séquentielle : Malheureusement PrusaSlicer ne permet pas d'insérer les G-Code de pause directement depuis la vue plateau dans ce mode. Néanmoins ça ne fait plus beaucoup de travail pour les insérer grâce aux custom G-Code, plus qu'à placer un M600 là. Une autre solution simple en conservant ta méthode actuelle, concaténer tout simplement tes G-Code individuels en insérant la pause entre chaque. Sinon il y a encore une option, comme tu bidouilles ton firmware tu pourrais gérer les G-Codes Tx pour les transformer en M600 avec un message à l'écran indiquant le numéro de couleur (T0, T1, T2 etc...). Ca fait un MMU pas cher, et quand c'est pas cher, c'est toi le produit (donc c'est toi le MMU). Ca te permettrait d'utiliser l'importation "multi-STL" comme pour les objets multi-couleurs classiques et ainsi de conserver la référence de positionnement relative entre les STL. Il te faudra simplement ajouter des extrudeurs au profil de ton imprimante. Quoique c'est peut-être faisable directement dans le Slicer avec les substitutions de G-Code, ça se teste : En résumé il y a plein de solutions à ton problème, à toi de choisir celle qui te correspond le mieux.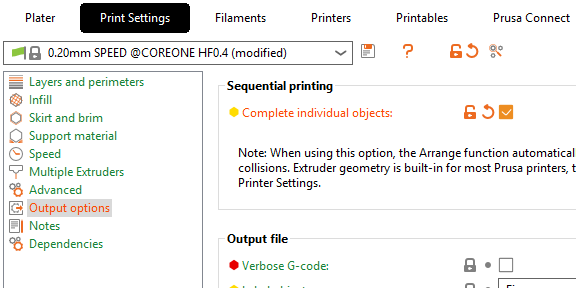
-

ABS ESD de chez nanovia
Savate en réponse au topic de laurent37 dans Consommables (filaments, résines...)
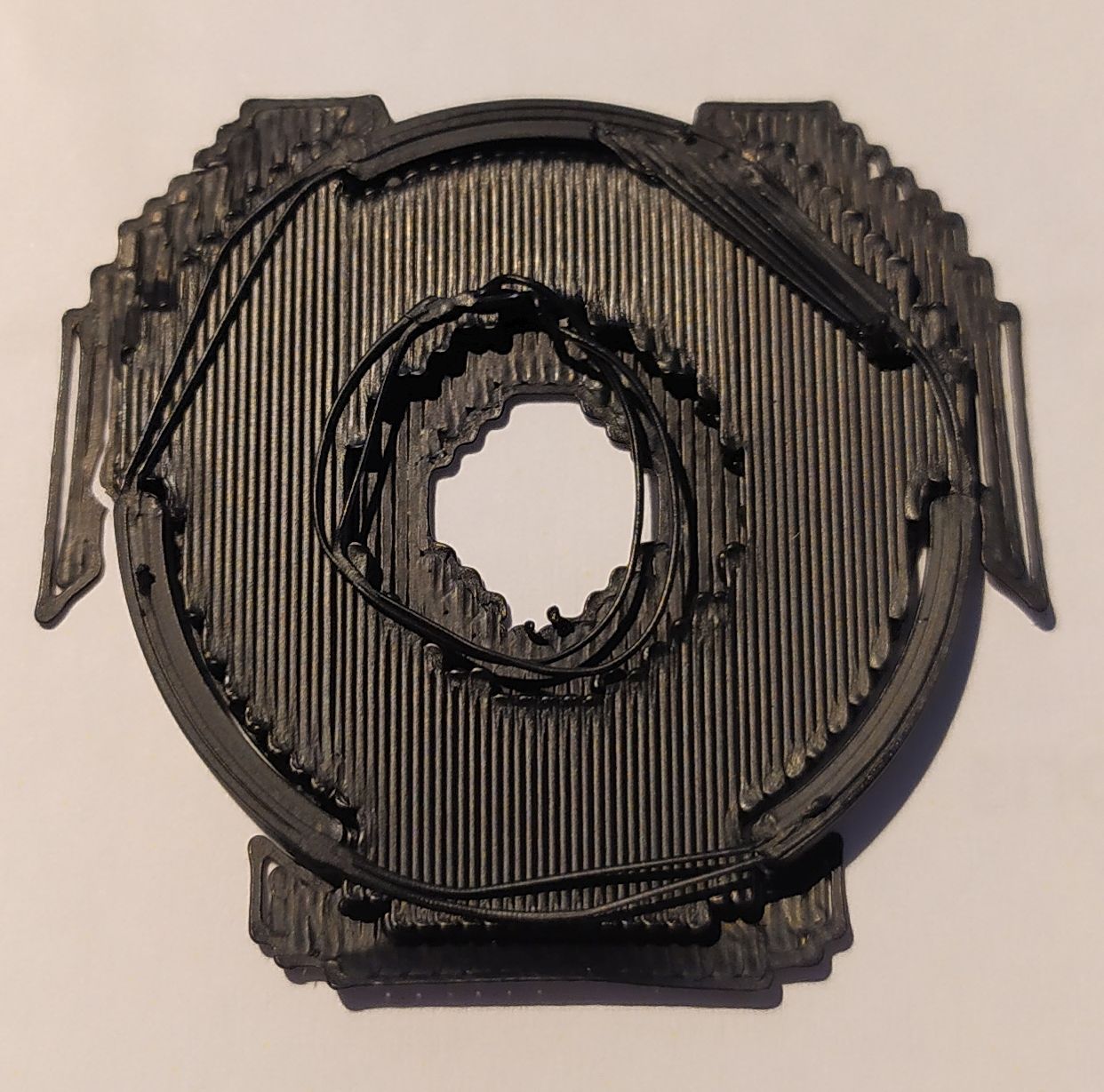
non, sur ta tour de température il a de la délamination à tous les étages : chambre pas assez chaude et il y a probablement un peu de warping (tu peux nous montrer le dessous des pièces ?) -
Panne sonde température hotend Prusa Original MK2s
Kachidoki en réponse au topic de electroremy dans Discussions sur les imprimantes 3D
Ce n'est qu'une question de point de vue. Dans ce cas de figure l'ensemble complet, mécanique, CM, et "super-CM" (qui n'est pas nécessairement une RPi) devient l'imprimante. C'est un peu comme les téléphones (mécanique + CM) qui sont devenus des smartphones (super-CM). La fonction téléphone n'est plus qu'une application qui ne peut pas fonctionner seule mais l'ensemble smartphone est devenu le téléphone. C'est surtout une question d'intégration, c'est sûr que s'il faut trimbaler un boitier de contrôle à côté de la machine on peut difficilement dire que l'imprimante est autonome, et pourtant Creality l'a bien fait avec ses CR-10. Un RPi tous le monde n'en a peut-être pas, mais un vieux PC certainement. C'est trouvable facilement et gratuitement. J'avais mis de côté mon bon vieux NF310 (que j'ai toujours...) sur lequel j'avais déjà installé une debian et déployé klipper. Mais je n'ai jamais pris le temps d'aller plus loin. Bon bricolage. -

Prusa Slicer : simplifier l'impression multicouleur "manuelle"
KpDp_3D en réponse au topic de electroremy dans Paramétrer et contrôler son imprimante 3D
Sans être plus spécialiste du multi-couleurs, pour obtenir du texte en couleur, je dépose un STL avec le texte d'une couleur sur une couche de 0,2mm puis je recouvre d'un second STL aligné sur le premier dont la première couche fait 0,3mm d'épaisseur. La buse passe au dessus (de 0,1mm) de la première couche et la recouvre. -
 Ca c'est bon Qu'est-ce qut tu appelles "référence" ? Tu as bien un fichier SLT par couleur comme moi ? Il faudrait que je fasse de même avec Prusa Slicer
Ca c'est bon Qu'est-ce qut tu appelles "référence" ? Tu as bien un fichier SLT par couleur comme moi ? Il faudrait que je fasse de même avec Prusa Slicer - Aujourd’hui
-

ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Après analyse, je pense que mon soucis viendrait d'une mauvaise adhérence entre la couche "interface support" et la couche "paroi en surplomb" Sur la photo, on voit bien le défaut. Quelqu'un aurait-il une solution à me proposer ? j'ai beau chercher dans les différents menus, je ne vois pas quel paramètre changer... Merci pour votre aide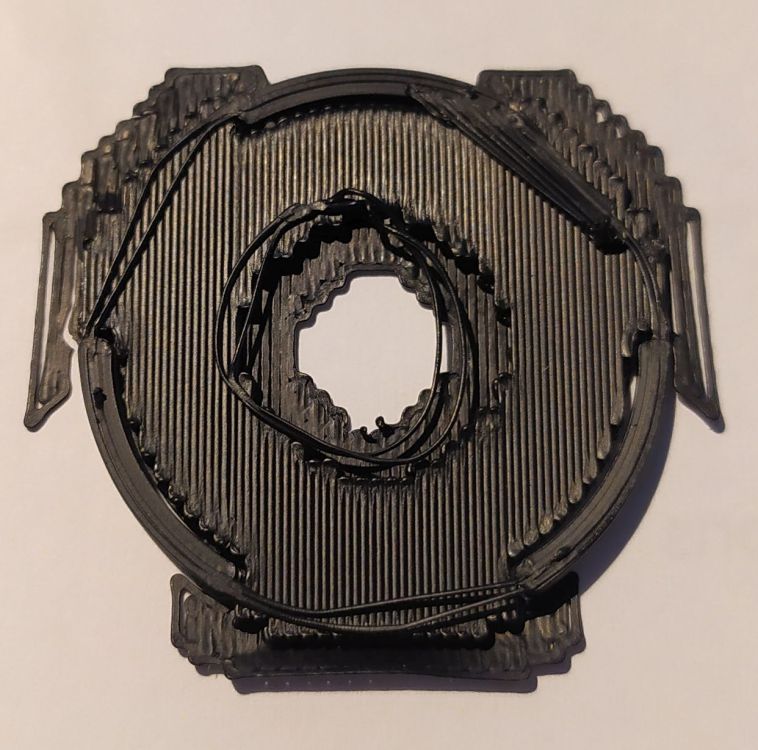
-

Retour d'expérience avec porte ouverte ou fermée
silvertriple en réponse au topic de xavax dans Bambu Lab
Alternative à la porte ouverte avec le pla : cryogrip glacier de chez biqu ou ancienne cool plate et lit à 35°C Il fait chaud en ce moment, ça n'aide pas, mais en cool plate, ça fonctionne -
arf, le truc qui gave...
-

Prusa Slicer : simplifier l'impression multicouleur "manuelle"
Funboard29 en réponse au topic de electroremy dans Paramétrer et contrôler son imprimante 3D
Bonjour, Sans être un spécialiste de l'impression multi couleur que je pratique peux, c'est la modélisation qui pose problème. Je modélise mes pièces dans FreeCad avec la même technique, mais mes stl sont tous avec la même référence. Je fais attention à donner la bonne épaisseur au lettrage qui doit correspondre à celle d'une couche de filament. C'est contraignant si on donne une épaisseur différente à la première couche. A corriger suivant l'orientation de l'impression. J'ai donc un stl par couleur, comme toi, mais tout est à sa place. Ensuite le slicer. S3D me permet d'imprimer par groupes de stl et de caler une pause à chaque fois. J'ai une fonction qui reprend le calage originel au chargement. Donc c'est très rapide. -
En bonne partie, mais comme dit plus haut pas uniquement, le design et les paramètres de découpage jouent aussi beaucoup. Et même si cela tient au filament, cela signifie qu'il faut avoir une idée de quel filament tu vas avoir besoin, afin de choisir une imprimante capable de l'imprimer dans de bonnes conditions.
-

Paramètre creality k1 max avec cura
Titouvol en réponse au topic de Alex36 dans Discussions sur les imprimantes 3D
@aperdino unfortunately, our friend has come to ask a question, but has never returned ! Account created on 06/19 ... last visit 06/19 -
Production simple personnelle pour vente
Titouvol en réponse au topic de LéoDouce dans Bien choisir son imprimante 3D
@MrMagounet tout à fait d'accord avec toi ... @pjtlivjy pourquoi pas, mais je reste plus perplexe sur son nombre total de messages ... (à pardon, sans S à message) -
Faut dire qu'ils ont quand même fait fort sur le design ... c'est vraiment juste une grosse pelle à tarte devant le pilote ! Par contre je me demande ce que ça donne à la conduite ... si ça se sent beaucoup ou pas ? (je ne parle pas de la protection du pilote qui, je l'espère vu l'engin, se doit d'être excellente) Sinon concernant les pièces FDM sur une moto, faut vraiment que ce soit purement esthétique ... et un tant soit peu abrité, car avec le vent à hautes vitesses, même un truc esthétique peut finalement jouer les filles de l'air ... Par contre un couvre selle arrière par exemple ... why not ?
-

Retour d'expérience avec porte ouverte ou fermée
Motard Geek en réponse au topic de xavax dans Bambu Lab
C'est ce que j'allais répondre -
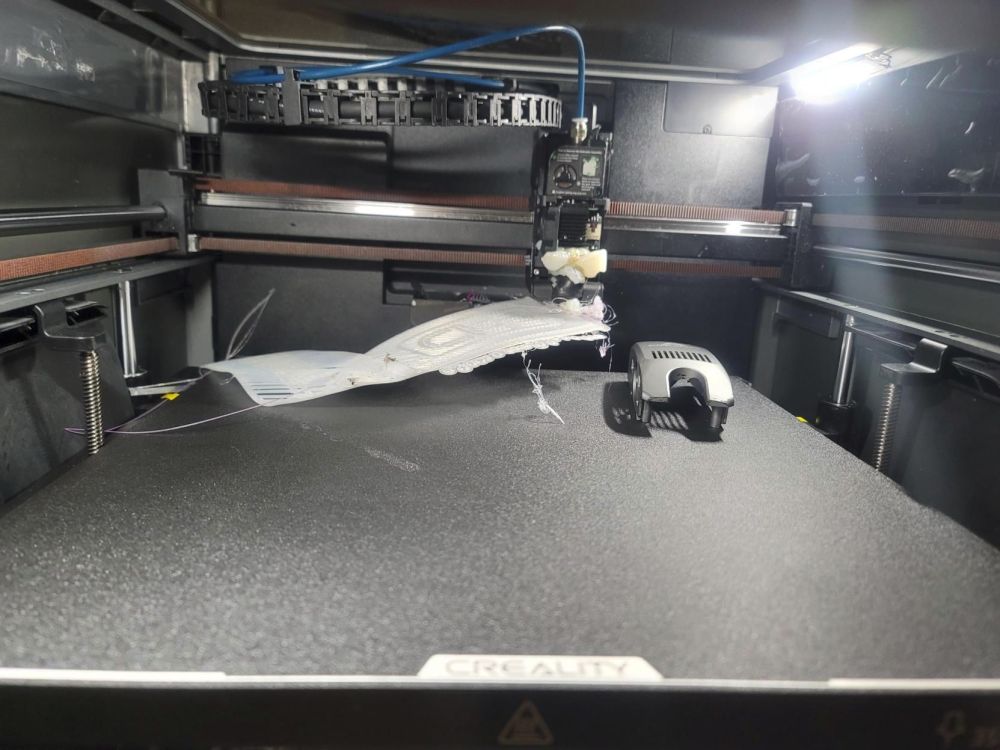
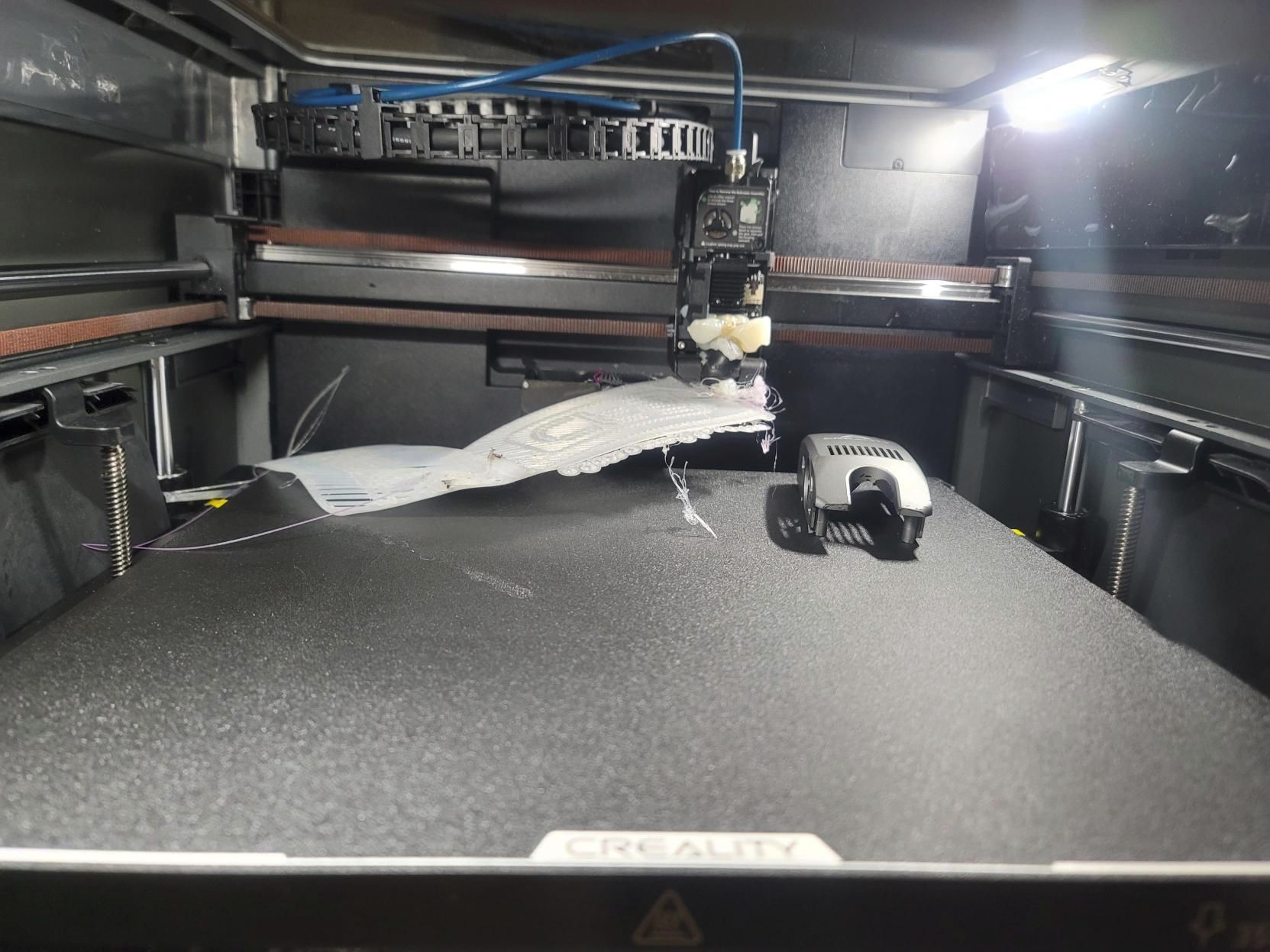
@PierreR63Après 7h de fonctionnement et 30 minutes d'arret : @ tout le monde: ce genre d'accroche plateau qui m'épuise et donne un réveil exceptionnel: Impeccable...

-
Tu enchaine les prise de tête pas de chance. Je t'aurais bien dépanner mais je suis a 800km de toi.
-
Bonjour, J'ai reçu ma P1S au mois de décembre, elle est installée dans une pièce ou il fait environ 10 degres l'hiver et 20 l'été. j'ai toujours imprimé porte et capot fermé mais hier je me suis retrouvé confronté a un problème de qualité. la qualité était très dégradée, j'ai relancé l'impression avec le déflecteur du gros ventilateur enlevé, porte ouverte et capot supérieur entrouvert. Tous les défauts ont disparus. voici la photo avec tout fermé et tout ouvert De plus j'avais des doutes sur le fait que la pièce ce décolle plus facievlemtn a cause du gros ventilateur sur le coté et la suppression du déflecteur, mais depuis que j'ai suivi les conseils du support bambu sur le nettoyage du plateau je n'ai plus jamais eu de problèmes de décollement. conclusion, pour le débat de la porte ouverte ou porte fermée => chez moi ca dépend de la température de la pièce. j'espère que ce post pourra servir aux débutants car c'est le genre de questions que je me posais au début Il faut donc suivre les préconisations de Bambu sur l'ouverture de la porte avec du PLA et PETG mais si l'imprimante est dans une pièce a température ambiante normale. (environ 20 degrés )


-
Bonjour à tous, je m'appelle Jean-Loup et réside en Haute-Garonne (dans la vallée d'Oueil), d'où mon pseudo très original... je ne suis, hélas, plus un perdreau de l'année car je n'ai plus le droit de lire Tintin (ça ne parlera, sans doute, qu'à certains d'entre vous...) vu que je viens d'avoir 77 ans je maitrise assez bien la modélisation via Sketchup (version pro 2021). je viens d'acquérir ma première imprimante 3D (une Bambu Lab A1) et je me demande bien comment j'ai pu vivre sans, compte tenu du nombre d'objets pratiques que j'ai déjà imprimés. je suis en train d'aménager un fourgon Crafter en van et je n'arrête pas de "bidouiller" des bricoles qui vont bien bref, je suis un vrai newbie en matière d'imprimantes mais je ne demande qu'à apprendre auprès de vous et vous remercie - par anticipation - de vos conseils et, surtout, de votre patience quand je poserai des questions un peu c...
-

faire attention aux faux sites bambu lab...
RFN_31 en réponse au topic de silvertriple dans Bambu Lab
C'est surtout qu'ils sont tellement persuadés d'avoir raison qu'il ne leur vient pas à l'idée de contrôler leur info... On le voit aussi dans les formulations : il est évident que la plupart ne se relisent pas. Alors forcément avec ce genre d'individu, les pirates se régalent avec leurs faux sites. -

Paramètre creality k1 max avec cura
aperdino en réponse au topic de Alex36 dans Discussions sur les imprimantes 3D
Hey! I also use the Creality K1 Max and have tried a few rolls of Creality Hyper PLA. For Cura, here's what works well for me: Nozzle temp: 210–220 °C Bed temp: 50–60 °C Print speed: You can push up to 300 mm/s (Hyper PLA is designed for speed), but I usually get better quality around 200–250 mm/s Retraction: 1 mm at 40 mm/s Cooling: 100% after the first few layers -
aperdino a rejoint la communauté
- Hier
-

faire attention aux faux sites bambu lab...
pascal_lb en réponse au topic de silvertriple dans Bambu Lab
Les gens ne regarde pas plus loin que le bout de leur nez, dernièrement j'ai vendu une imprimante sur le coin coin pour 350 € et je me suis fait insulté par un mec qui était persuadé que l'on trouvait la même à 150 € sur alichose sauf que c'était juste le kit enclosure pour ce prix là, je lui ai prouvé par a + b qui se trompait et bien sur pas de réponse pour s'excuser -
Yes c'est aujourd'hui
-
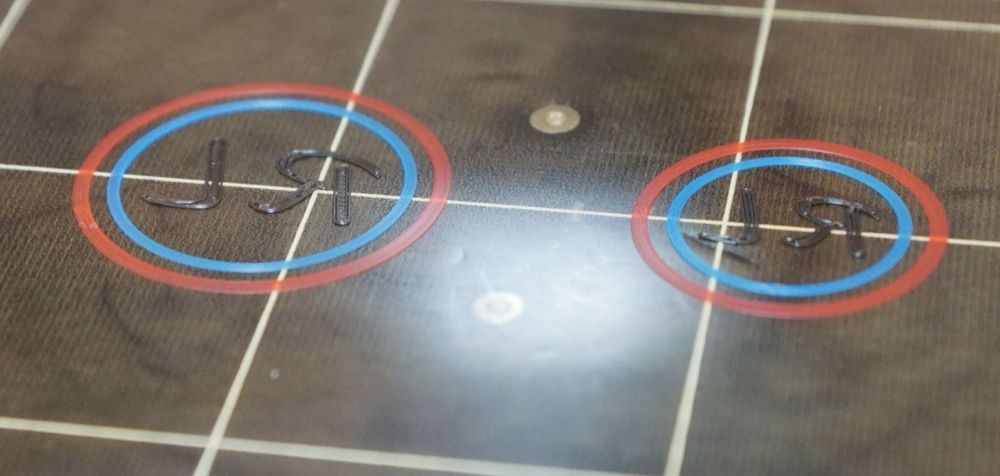
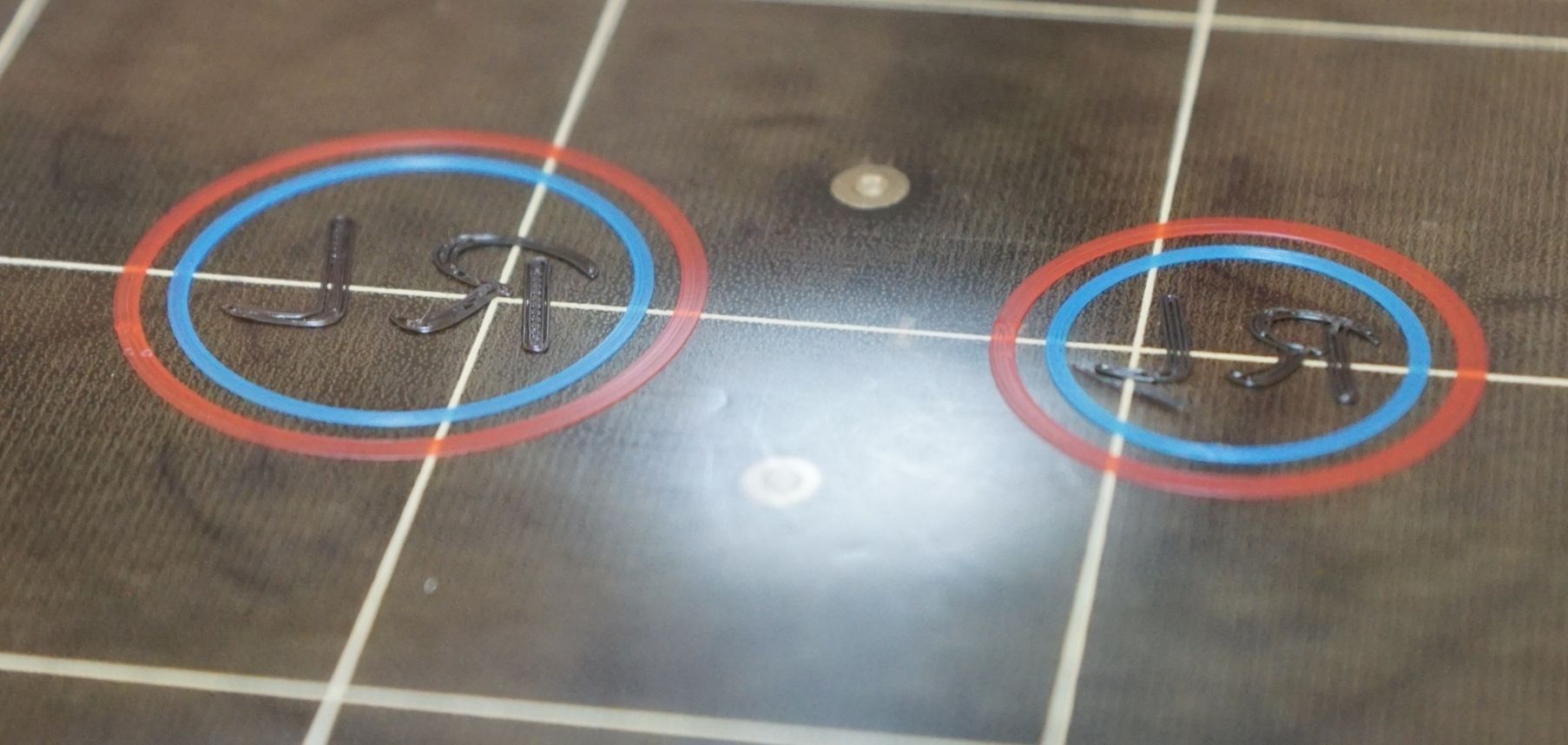
Bonjour, Je réalise de temps en temps des impressions multicouleurs "manuelle" mais c'est fastidieux. A noter que je n'utilise pas le changement de couleur à une certaine hauteur de couche. Ce que je fais est différent, et ça permet d'obtenir plusieurs couleurs sur une surface lisse, en l'occurence celle en contact avec le lit chauffant. Exemple avec cette pièce : Voici comment elle est réalisée. Il y a 4 fichiers STL : - un pour le texte en noir, épaisseur une couche - un pour l'anneau en rouge, épaisseur une couche - un pour l'anneau en bleu, épaisseur une couche - un pour le reste de la pièce en blanc ; la pièce blanche contient les "gravures" en creux du texte et des anneaux. Je génére séparément 4 fichiers GCODE, que j'imprime les uns par dessus les précédents, en respectant une certaine procédure décrite après. D'abord, une première complication : dans PrusaSlicer, il faut que chaque partie soit positionnée correctement l'une par rapport à l'autre. Comme PrusaSlicer centre le modèle par défaut sur le lit, je dois ajouter, dans chaque fichier STL, un "bord périphérique" qui a pour seul objectif de centrer chaque fichier STL exactement au même endroit. Ces bords périphériques doivent être retirés après l'impression de chaque couleur. Je dois aussi modifier le GCODE personnalisé de l'imprimante, pour qu'à la fin d'une impression, la buse, le lit et l'enceinte restent chaudes. Donc, après avoir créé les fichiers STL, puis générer les GCODE correspondant à chaque couleur : - je charge le filament noir - je lance l'impression du GCODE correspondant au texte en noir - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi la ligne de mise en pression (appellée "intro line" par Prusa) - je décharge le filament noir - je charge le filament bleu - je lance l'impression du GCODE correspondant à l'anneau en bleu - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi l"intro line" - je décharge le filament bleu - je charge le filament rouge - je lance l'impression du GCODE correspondant à l'anneau en rouge - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi l'"intro line" - je décharge le filament rouge ; le lit contient maintenant tous les motifs en couleurs, et on va imprimer le reste de la pièce par dessus : - je charge le filament blanc - je lance l'impression du GCODE correspondant au reste de la pièce en blanc Voilà c'est terminé ! Il y a beaucoup d'étapes manuelles, il ne faut pas se tromper... L'imprimante serait capable de faire toutes ces opérations avec UN SEUL fichier GCODE, où le rôle de l'utilisateur se limiterai à décharger et à charger les filaments lorsque l'imprimante le demande ; en effet : - des GCODE existent pour faire une pause et changer les filament ; il y a même un GCODE pour afficher un message (le nom de la couleur) - l'impression et le retrait des "bords périphériques" pour le centrage n'est pas nécessaire si j'arrive à aligner les différentes parties dans PrusaSlicer (mais comment faire ?) - les "intro lines" de chaque filament pourraient être imprimées chacune avec un décalage pour n'avoir à les retirer qu'à la fin de l'impression. Il y a deux façons de faire : - soit réussir à importer et à positionner correctement (et facilement) chaque fichier STL dans PrusaSlicer, à attribuer à chacun un filament, mais pour ce faire PrusaSlicer doit avoir un certain nombre de fonctions de présentes - soit faire une sorte de SCRIPT contenant des instructions, que PrusaSlicer pourrait exécuter, et fasse un seul fichier GCODE. Pour modéliser mes fichiers STL j'utilise un programme maison, dans lequel je pourrais ajouter une fonction pour générer ce fameux script. Bien sûr ça ne remplace pas le "vrai" multicouleur, mais cette méthode est très efficace pour tous les objets nécessitant des marquages indélébiles et lisses (faces avants, boutons, signalétique, ...) Une version améliorée de cette méthode permettrait d'avoir des motifs colorés et lisses aussi sur n'importe quelle surface parrallèle au lit chauffant de la pièce. Car ma méthode actuelle ne permet d'avoir une coloration seulement sur la face en contact avec le lit chauffant. Il faut donc parfois faire des assemblages : par exemple si on veut un bouton avec une collerette comportant des graduations, il faut imprimer la collerette à l'envers, puis ensuite l'assembler au bouton par collage, en prévoyant une rainure de centrage. Qu'en pensez-vous ? A bientôt

-
Panne sonde température hotend Prusa Original MK2s
electroremy en réponse au topic de electroremy dans Discussions sur les imprimantes 3D
Si j'ai bien compris, le firmware Klipper transforme l'imprimante 3D en périphérique "esclave" et c'est un ordinateur (ou un raspberry PI) sur lequel est installé le logiciel principal Klipper qui fait le gros du travail. L'intérêt est la puissance de calcul bien supérieur du Raspberry qui permet de nouvelles fonctionnalités. C'est intéressant mais l'imprimante ainsi modifiée est inutilisable seule (sans l'ordinateur avec klipper) et bien sûr il faut acquérir le raspberry PI et l'afficheur qui va bien. Mon projet de base* est une autre alternative : permettre une amélioration avec un cout minimal. Seul l'achat de la super pinda est requis, et les fonctionnalités optionnelles (chauffage de la chambre notamment) peuvent être obtenues avec le nombre minimal de composants externes, sachant que ces composants seraient aussi requis avec Klipper : alimentation du chauffage, résistances chauffantes, transistors de commande, CTN, connecteurs pour le câblage. Les deux sont complémentaires, c'est toujours mieux d'avoir le choix Le cout minimal de mon projet de base pourrait être intéressant car ça ne vaut peut-être pas le coup, en 2025, d'acheter le matériel nécessaire pour Klipper pour améliorer une MK2s (à moins d'avoir un Raspberry PI et un écran qui prennent la poussière sur une étagère) * projet de base = mon firmware modifié + en option les composants câblés en direct sur l'imprimante. Car mon boitier externe avec Arduino MEGA et écran tactile est moins intéressant que Klipper, ça c'est sûr ! Cette partie là restera un projet perso -
xTool F2 Ultra en approche
Motard Geek en réponse au topic de Motard Geek dans Discussions sur les graveurs laser, les CNC et l'usinage
En TPU sur la Elegoo Giga











-
Qui est en ligne 16 membres, 1 anonyme, 143 invités (Afficher la liste complète)
-
Statistiques des membres
49 205
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
55,1k
Total des sujets622,5k
Total des messages -
Sujets les plus vus





-
-
-


-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.








