

Toute l’activité
- La dernière heure
-
D'après la photo, cela semble pas mal. C'est le câble qui va au plateau que l'on aperçoit à l'arrière gauche ? ou autre .
-
commencer par un test d'exposition sans le bac ni le plateau mais avec une feuille de papier sur l’écran de masquage pour bien voir sans te prendre plein d'UV dans les yeux ? et donc l'acétone n'a pas fait fondre le revêtement de l'écran ou autre choses ? ( car c'est souvent agressif pour certain plastiques ce truc là ... )
-
-
Bonjour, Je viens de nettoyer mon écran LCD car il y avait de la résine dessus. Je l'ai nettoyé à l'aide d'acetone et une spatule en plastique. Je ne vois pas de rayures dessus à l'oeil nu. comment savoir s'il est bon ou pas ? Merci d'avance
-
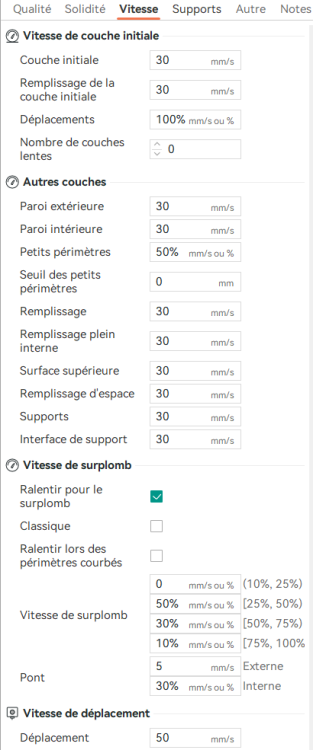
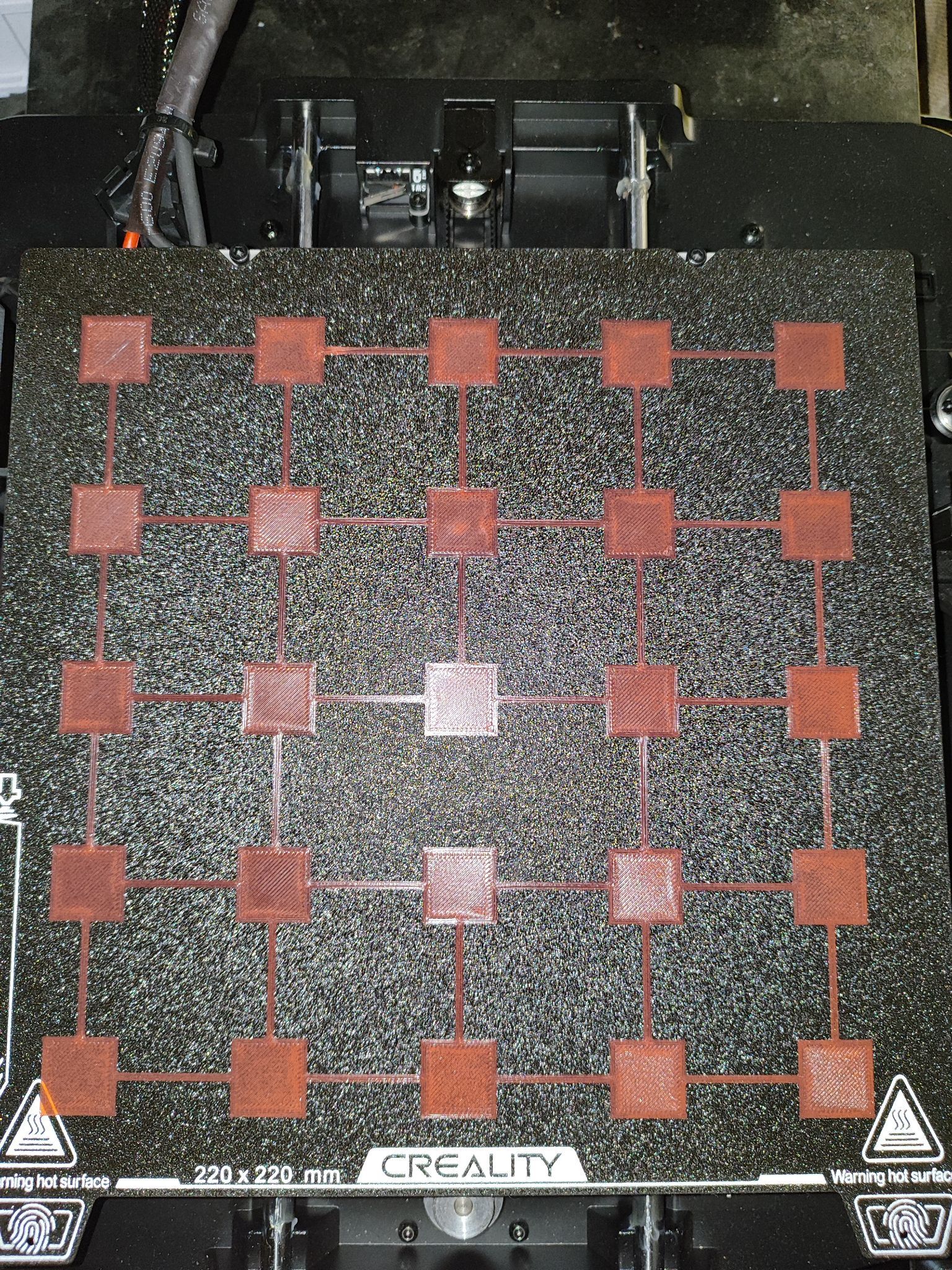
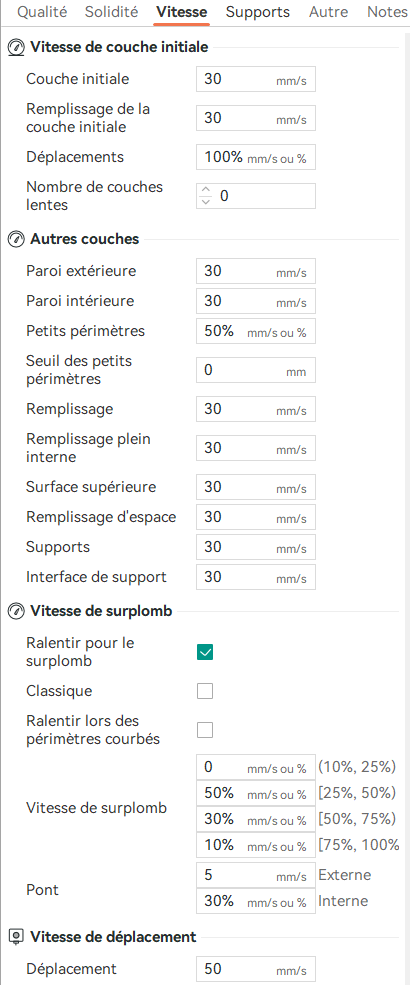
Au final, j'ai encore ralenti l'impression, fais gaffe à quelques paramètres qui allaient plus vite que d'autres (genre les surplombs). Et la j'arrive à imprimer des pièces qui font tout le plateau. Pas de Scarf joint sur du TPU par contre, ca marche pas du tout
- Aujourd’hui
-
Yep, c'est rien, et on n'avait même pas tilté non plus :x C'est corrigé du coup merci !
-
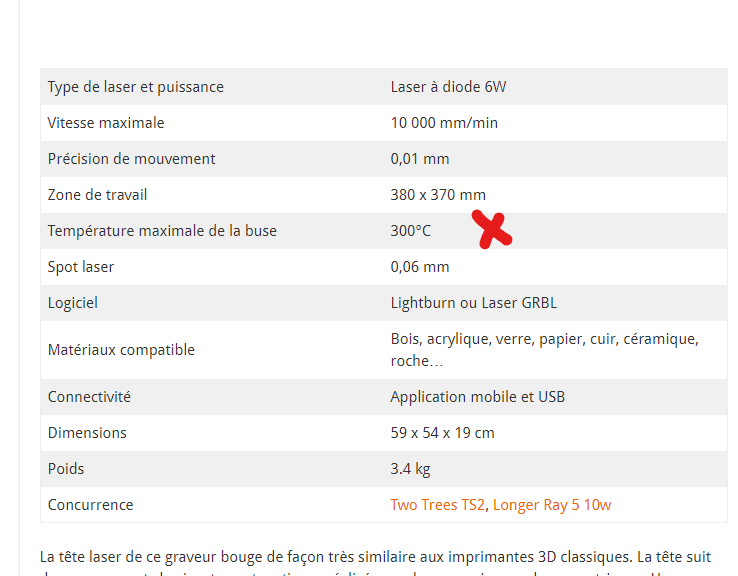
Je dirais que c'est un élément, du modèle/Template du blog, qui n'a pas était complètement adapté ... Car oui une buse sur un graveur laser c'est louche
-
A isidon qui a encore baclé la fiche technique je pense (faudrait supprimer cette ligne @Julien )
-
Salut, Le lien fonctionne chez moi ... donc uniquement la buse. Le lit n'a pas besoin d'être chaud puisque le Z-offset, c'est la distance entre le point de détection du 3DTouch et l'extrémité de la buse tu palpes ton plateau via le menu Mouvement ->Régler Niv. Lit -> Niveau du lit (à confirmer ) ou en envoyant le Gcode G29 tu sauvegardes le résultat: Configuration -> Enregistrer config. Ces opérations peuvent se faire en imprimant ce fichier:SauveMatrice.gcode . Le résultat sera automatiquement appliqué grâce au M420 S situé sous le G28 du Gcode de démarrage que j'ai fourni pour Cura la réponse a été donnée ici:
-
Cela correspond à quoi les 300 °C ?
-
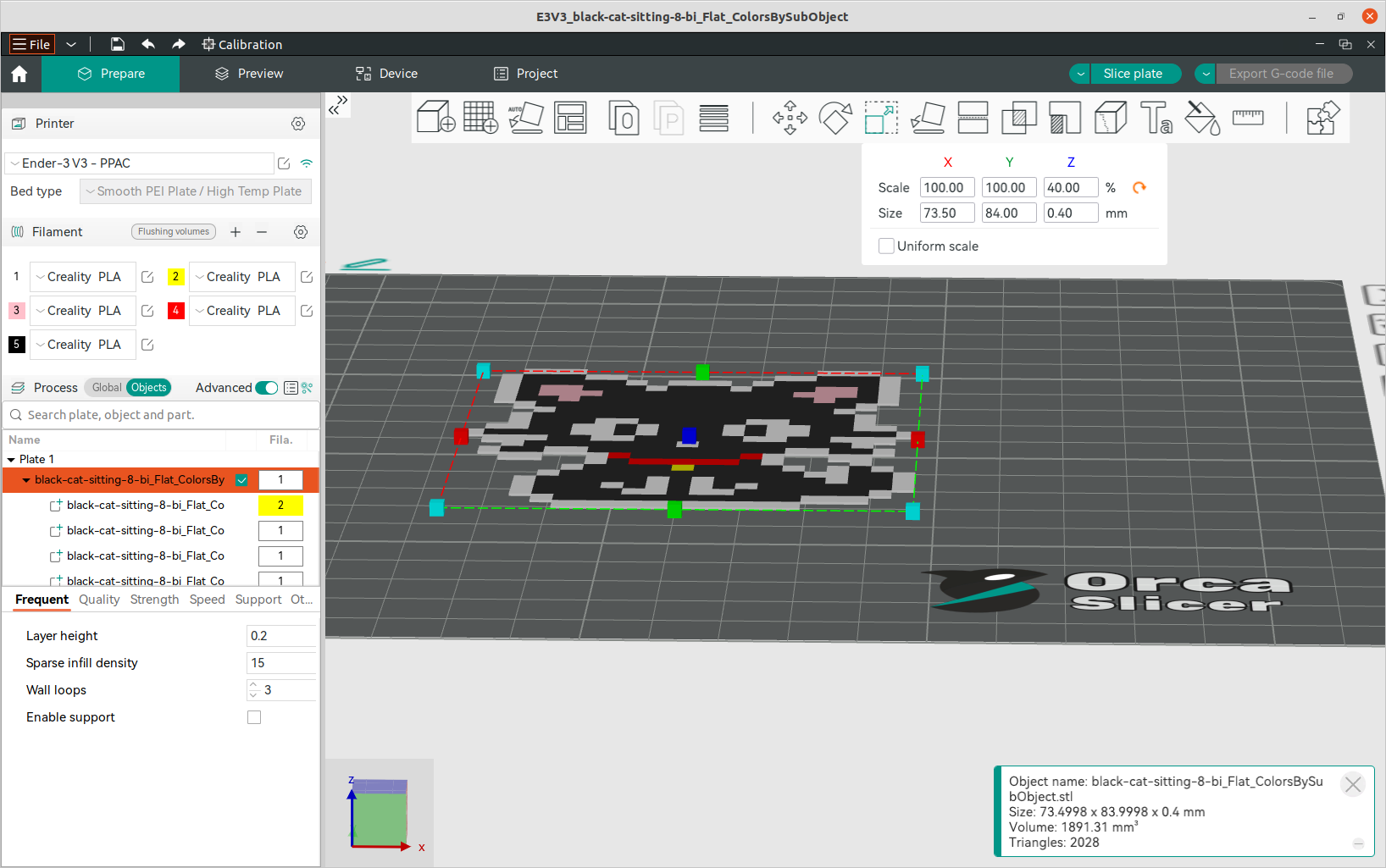
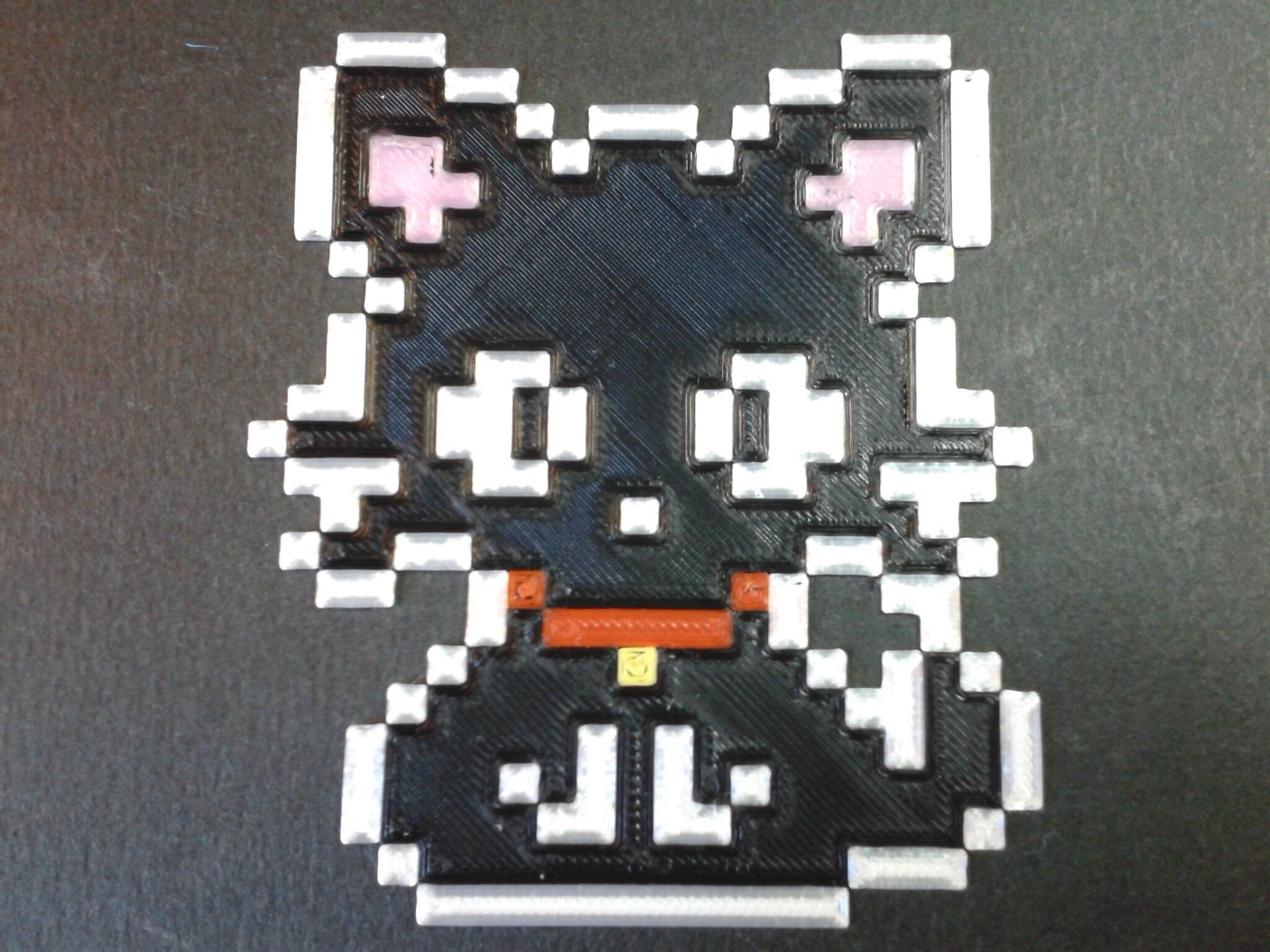
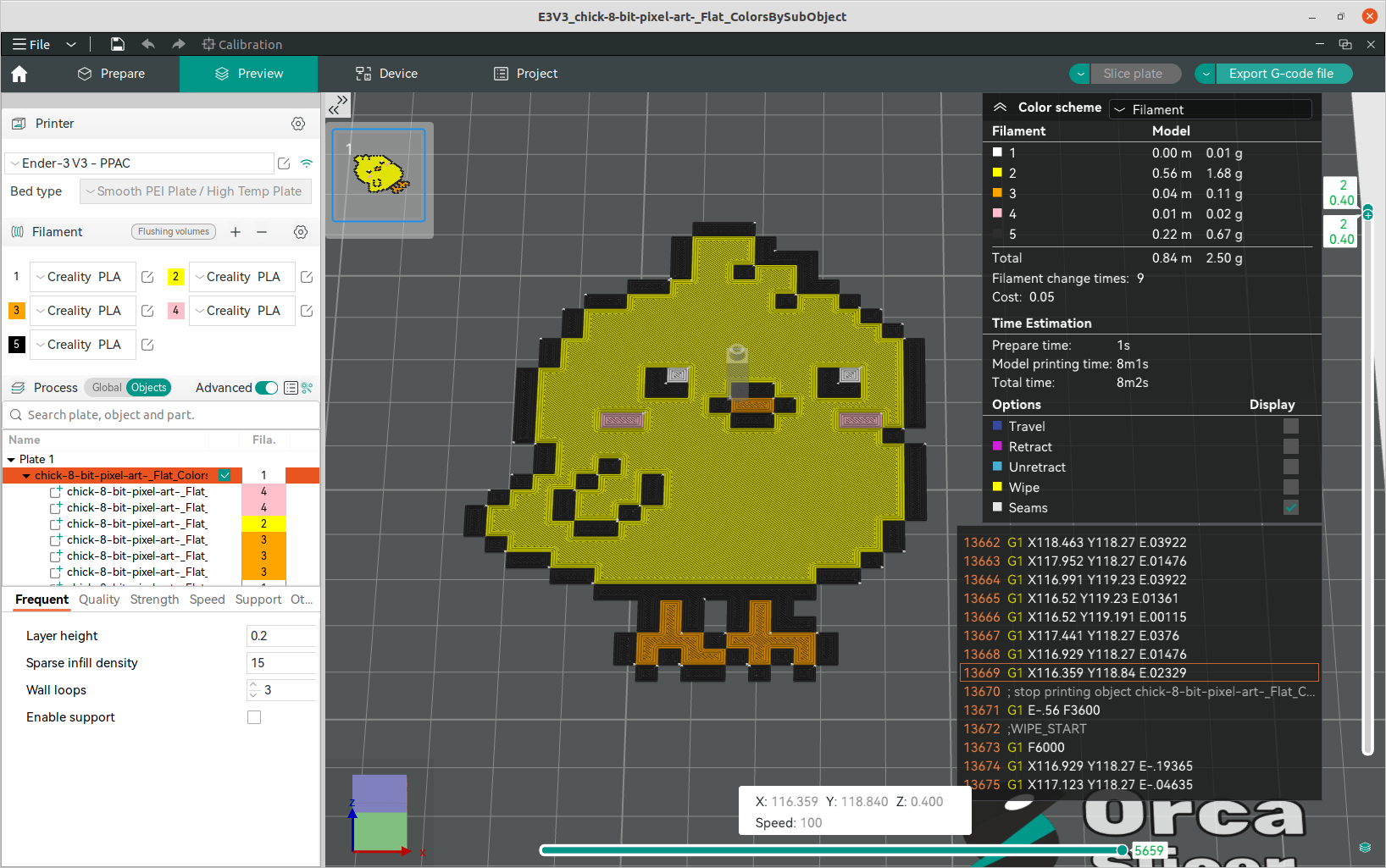
"Pixel Art" depuis des images Je travail sur un truc en Java+OpenScad Pour d''un fichier "au pixel" exemple faire un .stl en mode couleur par changement de filament par couche et aussi générer un lot de .stl pour faire du changement de couleur dans une même couche ( des groupes des ensemble de pixel de même couleur pour affecter un extrudeur/filament) ) , et en bonus de faire aussi comme https://makerworld.com/en/makerlab/pixelPuzzleMaker une version où l'on peut imprimer des plateau de tuiles pour chaque pixel en séparé et des grilles pour faire le "pixel puzzle" ... Pour le moment je suis qu'au mode changement de couleur par changement de filament en début d'une couche.( j'ai a affiner mon code pour générer les lots de .stl ...)
-
-

Choix Première imprimante 3D
Rafale01 en réponse au topic de ptitom1381 dans Bien choisir son imprimante 3D
La Ender 3 v3 est effectivement un très bon choix néanmoins vu son prix je pense qu’il serait plus intéressant de rajouter un peu (bon presque 100€ mais avec les histoires de décote ça se compense) pour avoir la A1 mini avec l’AMS light surtout si tu veux faire des figurines le multi-couleur est vraiment intéressant. Néanmoins attention à être sur de vouloir se lancer dans l’impression 3D (se serait dommage de perdre 400€, même si avec les histoires de revente on peut compenser) -

Creality CR-Scan Otter, présentation du scanner 3D
LesImprimantes3D.fr a posté un sujet dans Les news du blog
Découvrez le nouveau scanner 3D de Creality, à savoir le CR-Scan Otter https://www.lesimprimantes3d.fr/creality-cr-scan-otter-scanner-3d-20240426/ -
Il y a une vidéo en fin de test du Acmer P1S Pro.
-
Il semble que Bambu ait reculé face à la levée de boucliers (pas ici, mais sur forums officiels, contacts au support client, reddit, ...) et ait décidé d'augmenter la période de support en question. Nouvelle MAJ ce jour : Ce qui semble déjà plus raisonnable quant au prix de ces machines et moins problématique pour les acheteurs.
-
Je suis un peu sceptique là. Honnêtement, je ne connais pas bien le modèle Prusa. Mais je vois bien leur matériel, et pour l'évolution on voit bien qu'avant l'ere Bambu elle se faisait à la marge et toujours dans l'écosystème d'où est né Prusa. Pour être plus clair, Bambu en seulement 2 ans à révolution le monde de l'impression 3D. C'est ça pour moi une évolution, pas les petites touches faites à la marge par Prusa avant Bambu. L'évolution chez prusa s'appelle Prusa XL, elle s'est faite dans la douleur, contraint et forcé par la concurrence, mais un à prix non grand public et pas encore totalement finalisé. Depuis sa création, Prusa s'est enfermé dans un modèle de fabrication et d'innovation qui ne lui permet pas d'avancer efficacement face à une concurrence bien plus innovante.
-

[TOPIC UNIQUE] Bambu Lab X1, X1-Carbon et AMS
Motard Geek en réponse au topic de Aezio dans Bambu Lab
On reste sur du grand public (aisé) OK pour Prusa, l'exception qui confirme la règle -
Oui, oui - mais, donc, c'était des imprimantes à 250€, pas à 1500€.
-
Prusa a toujours fait évoluer ses bécanes et je pense que c'était le seul sur du matériel grand public.
-
Bonjour, Diverses solutions ont été formulées. Je ne sais pas si la S1 Pro dans ses menus d'origine propose le mesurage des quatre coins du plateau, mais c'est la seconde chose à faire, la première pour moi est de balancer les ressorts à la poubelle, pour mettre des coussins en silicone qui apportent une réelle stabilité pour les impressions. Bref l'opération est franchement fastidieuse, mais à force, elle devient simple. Pour ma part, je règle un coté AV et AR puis je passe à l'autre, ensuite je vérifie l'influence du deuxième réglage sur le premier et apporte les corrections nécessaire, il est tout à fait possible d'avoir les 4 coins à 0. La tenue dans le temps du réglage, dépendra des ressorts en fait, qui ont une forte tendance, mais cela n'engage que moi, à changer de tension/compression lors des déposes/reposes des plaques d'impressions.
-
[TOPIC UNIQUE] Bambu Lab X1, X1-Carbon et AMS
Motard Geek en réponse au topic de Aezio dans Bambu Lab
En même temps avant Bambu, est-ce que les imprimantes évoluaient d'un point de vue firmware et fonctionnalité ? Non et ça n'a jamais posé de problème. Il est évident que les X1C continueront à imprimer aussi bien qu'elles le font -
Bonjour avant de tout changer je suis entrain de relire les message voir si je n aurai pas fait ou oublié quelque chose. Déjà question bête pour régler le bl touch faut il que la buse et le bed soit chaud? 2 ème chose que je n ai pas fait comme j ai le bl touch vu qu il me règle que le centre quand je vais un auto home je voudrais savoir comment régler les 4 angles avec le bltouch je sais le faire sur mon autre imprimante vu que je n ai pas de bltouch . Quand je fais un zoffset je trouve une valeur - quelque chose quand je modifie avec la valeur trouver faut il aussi que je rajoute 0.10 de l épaisseur de la feuille je ne sais pas si je m exprime bien Merci d avance
-
Merci pour ta réponse, je vais regarder ce fichier de long en large et le comparer avec le github pour sidewinder X2 histoire de jouer aux jeux des 7 différences. Merci pour ta réponse
-
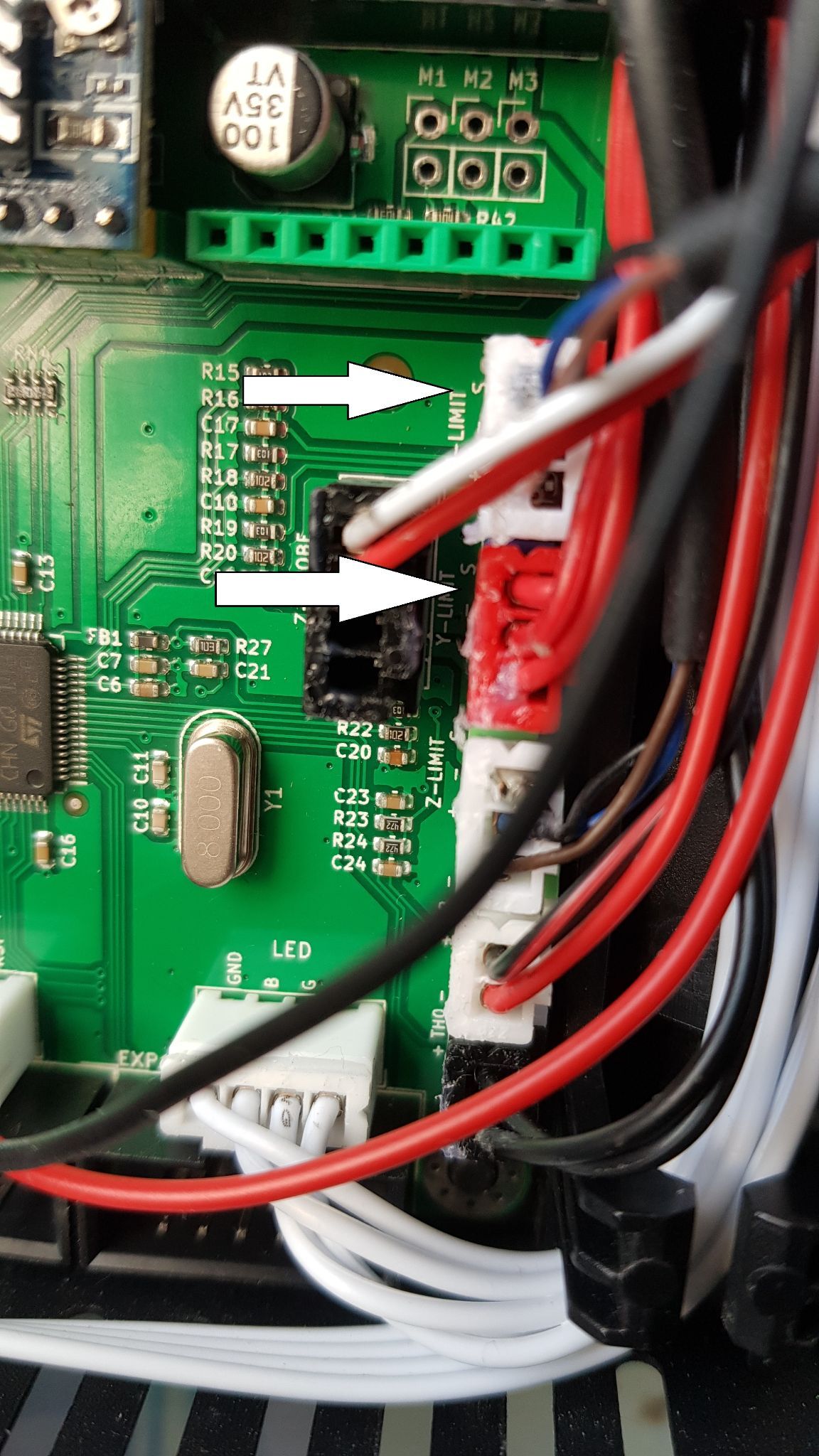
merci pour ta réponse , en effet le Endstop , bouton poussé ou pas reste en triggered , il y a meme une led rouge qui reste allumée bouton enfoncé ou non , le enstop Y a aussi cette led et se coupe et se rallume bouton poussé ou non donc tu avait raison . J'espere que c'est juste ce endstop qui est mort et que la panne ne se situe pas en amont, j'en commande un autre . Je peux peut etre aussi échanger le endstop du y sur le x juste pour vérifier mais j'ai remonté la machine et je sais pas si je vais avoir le temps de le faire aujourd'hui car je pars jusqu'au 6 Mai bon , je pouvais pas attendre , j'ai inversé sur la carte mere les endstops X et Y et le résultat est confirmé , le capteur reste bloqué en triggered , donc plus qu'a commander la piece , merci pour ton aide , la suite a mon retour dans quelques jours .... to be continued ...

-

Concours sur "Makeronline" bêta (Anycubic)
PPAC en réponse au topic de PPAC dans Bons plans et crowdfunding
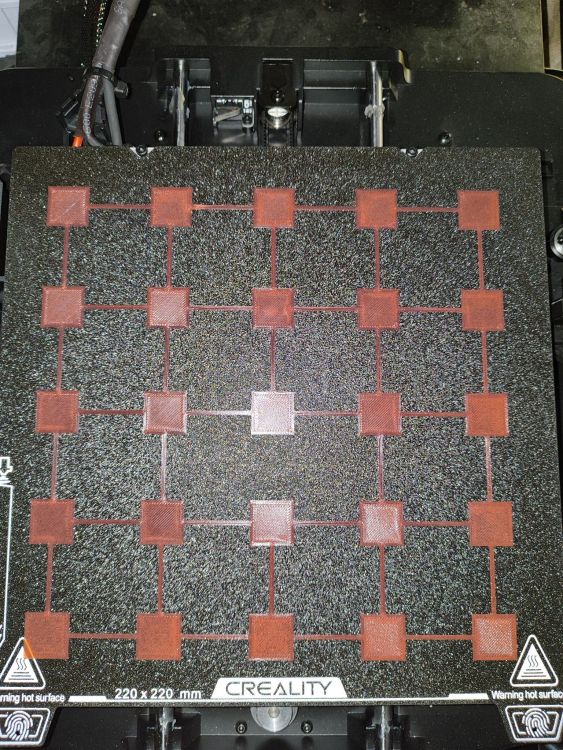
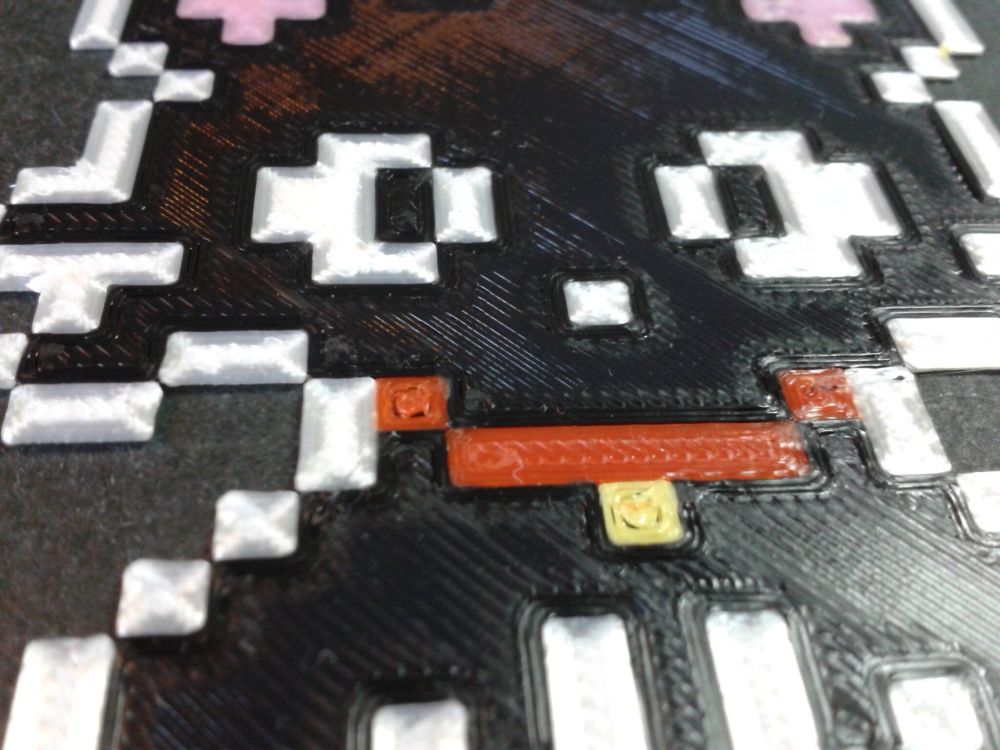
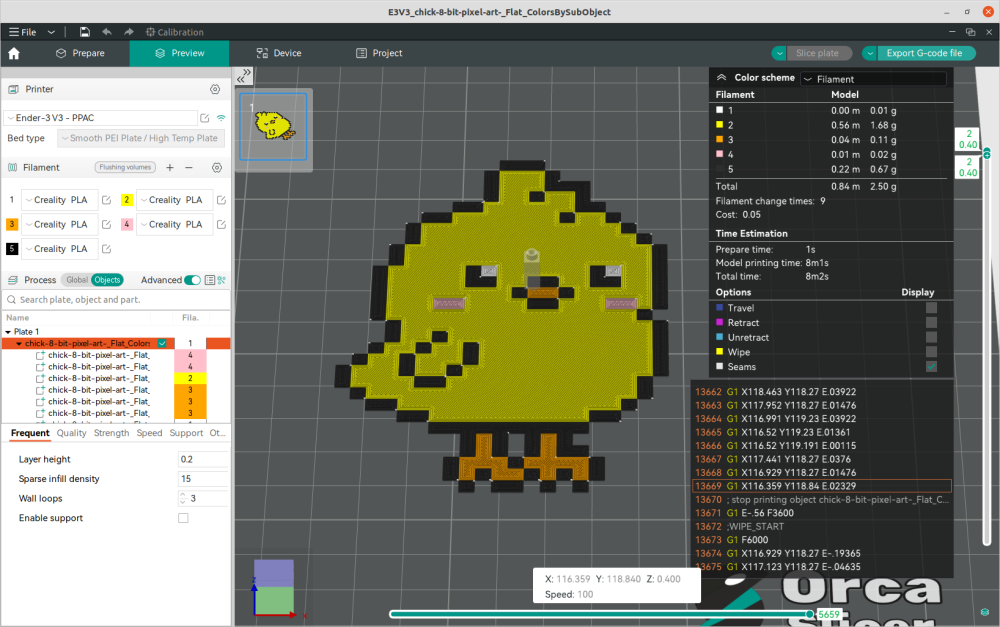
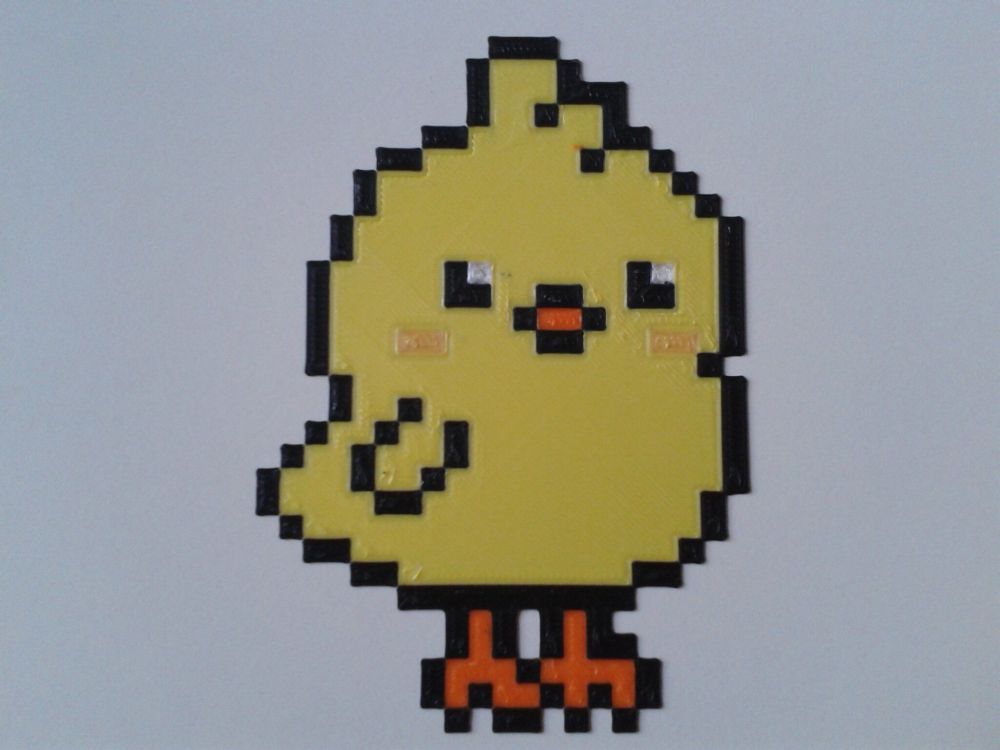
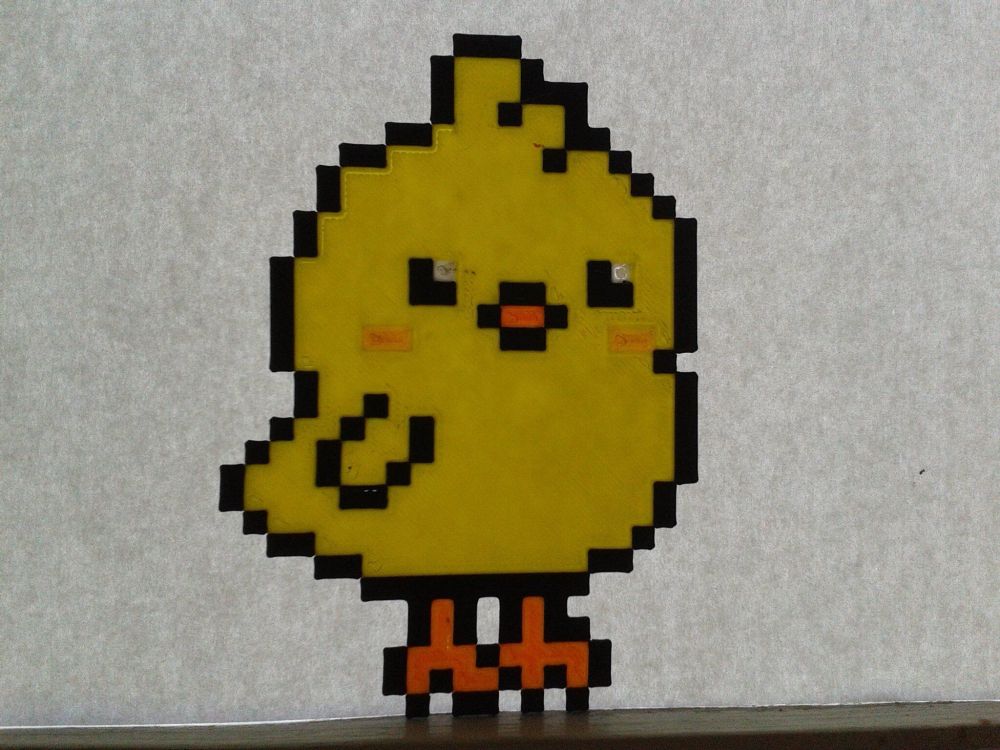
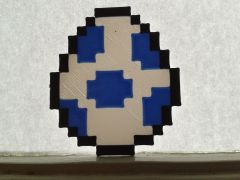
Juste car c'est mon premier print où je fait huit changement de filament manuellement du jour ( j'en ai d'autre a faire ... ) ( l'extrudeur de la tête de l'Ender-3 V3 n'est pas aussi pratique que l'extrudeur "Sprite" de par exemple la Ender-3 V3 KE pour faciliter les changement de filament manuel ... ) https://www.makeronline.com/en/model/black-cat-sitting-8-bit-pixel-art%2C-with-5-colors-(multi-color-by-sub-object)/1893.html ( ne pas hésiter a liker et telecharger ce modèle sur MakerOnline cela me donne des points pour le "Challenge". Merci. ) https://www.makeronline.com/model/chick-8-bit-pixel-art,-with-5-colors-(multi-color-by-sub-object)/1882.html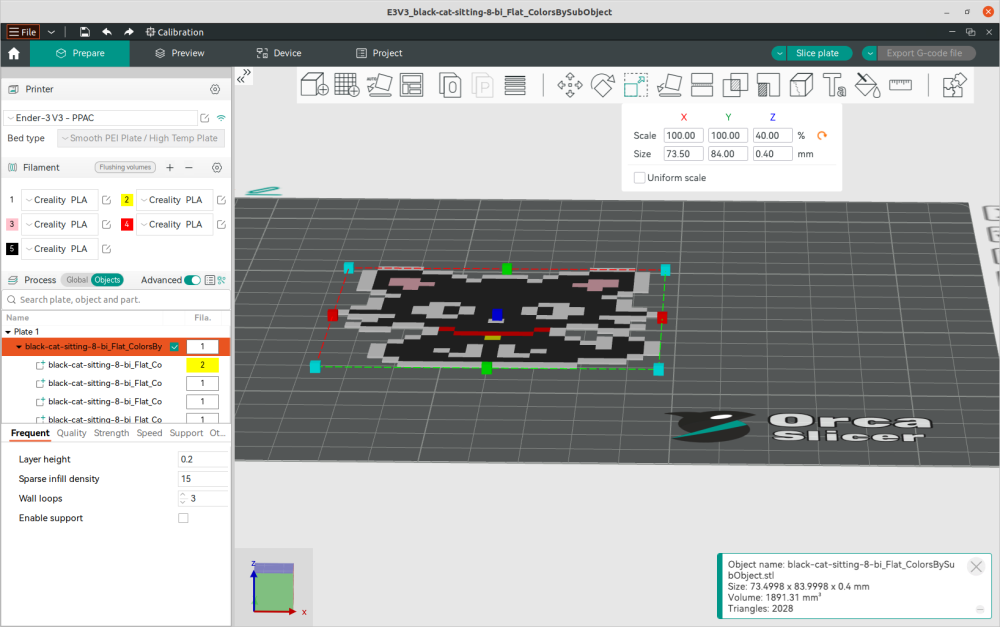




















































-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 21 membres, 0 anonyme, 200 invités (Afficher la liste complète)
-
Statistiques des membres
46 317
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,9k
Total des sujets570,9k
Total des messages -
Sujets les plus vus





-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.





